




In modern bulk material handling systems, screw conveyors are becoming one of the most popular and efficient conveying solutions. These systems are widely used in the food, cement, plastic, chemical, animal feed, and many other industrial sectors.
In this article, Belota will help you better understand what a screw conveyor is, its structure, operating principle, and the latest price reference.
What Is a Screw Conveyor?
A screw conveyor, also known as an industrial auger conveyor, is a type of industrial conveyor system designed to transport bulk materials such as powders, granules, pellets, and other loose materials through the rotational movement of a helical screw shaft inside a tube or trough.
When the screw rotates, the screw flights generate pushing force that moves the material along the length of the conveyor toward the discharge point.
This type of industrial conveyor is commonly used in food processing, cement, chemical, and agricultural industries thanks to its enclosed conveying design, which minimizes material spillage and dust emission. The system can transport materials horizontally, inclined, or vertically depending on the conveyor design.
Structure of a Screw Conveyor
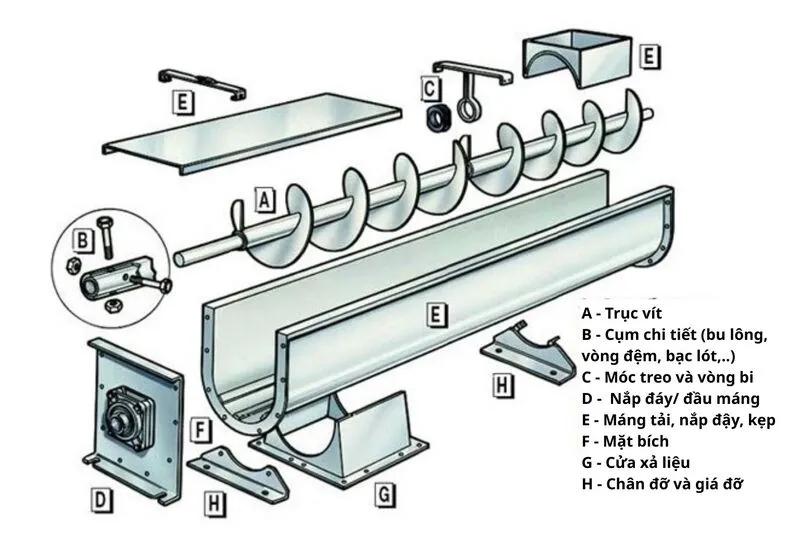
A standard screw conveyor structure includes:
- Screw Shaft (Screw Conveyor): The main helical shaft responsible for moving materials along the trough.
- Components: Bolts, washers, bushings, and assembly parts used for system connection and support.
- Hangers and Bearings: Components used to support and stabilize the rotating screw shaft during operation.
- Trough End: Sealed ends of the conveyor trough used to support the shaft and bearings.
- Trough, Cover & Clamp
- Trough: Main body containing transported material
- Cover: Encloses the top section
- Clamp: Secures the cover to the trough
- Flange: Used to connect multiple trough sections together.
- Discharge Spout: The outlet point where material exits the conveyor.
- Supporting Feet and Saddles: Support structures used to stabilize and elevate the entire conveyor system.
Working Principle of a Screw Conveyor
The operating principle of a screw conveyor is relatively simple.
When the motor operates, the screw shaft rotates and creates thrust force that pushes material along the trough or pipe. The conveying speed depends on:
- Screw rotational speed
- Screw pitch design
For vertical conveying applications, rotational speed typically ranges from 250–400 RPM to generate enough centrifugal force and friction for stable material movement.
Technical Specifications of Screw Conveyors
Screw conveyors are usually custom-designed according to production requirements, with common specifications including:
- Screw diameter: Ø114 – Ø323 mm
- Length: 1 – 12 m
- Motor power: 0.75 – 7.5 kW
- Rotational speed: 60 – 150 RPM
- Material options:
- Painted steel
- Stainless steel 304/316
Popular Types of Industrial Screw Conveyors
Tubular Screw Conveyor
- Fully enclosed circular tube design
- Prevents leakage and dust emission
- Ideal for hygienic production environments
U-Trough Screw Conveyor
- Easy disassembly for conveyor cleaning
- Usually equipped with top covers
- Commonly used in animal feed and agricultural processing industries
Flexible Screw Conveyor
- Can bend according to installation layout
- Saves factory space
- Suitable for flexible production lines
Mini Screw Conveyor
- Compact design suitable for limited spaces or small-scale production lines
- Easy installation and relocation
- Suitable for transporting lightweight materials such as powder, grain, bran, and mixing materials
- Lower investment cost
- Ideal for small workshops, laboratories, and pilot production systems
- Available in painted steel or stainless steel depending on the working environment
Advantages of Screw Conveyors
Compact and Flexible Design
Can be installed in multiple directions, optimizing factory space and integrating easily with systems such as conveyor systems for sand and stone transportation in construction material production lines.
Excellent for Bulk Material Handling
Suitable for transporting:
- Powder
- Granules
- Pellets
- Cement
- Bran
- Plastic resin
- Chemicals
Reduced Dust Emission
Especially effective with enclosed tube designs, helping maintain a cleaner production environment.
Simple Maintenance
Fewer moving parts reduce wear and maintenance costs.
Reasonable Investment Cost
Compared to many other conveying systems, screw conveyors offer cost-effective installation and operation.
Limitations of Screw Conveyors
- Not suitable for highly wet or sludge-like materials
- May damage fragile materials due to friction
- Should not operate dry for long periods
- Limited conveying distance compared to some other conveyor types
Applications of Screw Conveyors
Screw conveyors are widely used across many industries:
- Cement and construction materials
- Sand and gravel handling
- Food processing and animal feed production
- Plastic and rubber industries
- Chemical industry
- Wastewater treatment systems
- Agricultural production and crop processing
Screw Conveyor Prices on the Current Market
The price of screw conveyors varies depending on:
- Dimensions
- Technical specifications
- Material type
- Production requirements
Since most systems are custom-fabricated, pricing is usually provided project by project.
Common Reference Prices
- Ø114 model, length 2–3 m: approximately 12 – 18 million VND
- Ø168 model, length 4–5 m: approximately 22 – 35 million VND
- Ø219 heavy-duty model, length 5–6 m: approximately 28 – 45 million VND
Stainless steel 304 versions for food applications are typically 15–30% more expensive than painted steel versions
Note: Prices are for reference only and may vary depending on technical configurations and market conditions.
Belota – Trusted Screw Conveyor Manufacturer
Belota specializes in designing and manufacturing custom screw conveyor systems tailored to the actual requirements of each factory. Every system is carefully engineered according to:
- Material characteristics
- Load capacity
- Required conveying rate
To ensure stable operation while minimizing material blockage and overload issues.
Belota also selects suitable materials for each environment, including:
- Food-grade stainless steel
- Wear-resistant steel
to maximize durability and system lifespan.
In addition, the company provides:
- On-site installation
- Transparent warranty policies
- Long-term maintenance support
Advantages of Choosing Belota
- Custom design optimized for production needs
- Accurate technical calculations for real operating capacity
- Standard-compliant materials for each industryDurable fabrication with smooth operation and low maintenance
- Fast on-site installation and technical support
- Clear warranty and long-term partnership commitment with customers