
In modern manufacturing plants, warehouses, and logistics centers, the need to transport products between different floors is becoming increasingly common. Traditional manual handling methods and lifting equipment often require significant labor, time, and operating costs. As a result, vertical conveyors have become an efficient solution for moving materials quickly, continuously, and safely. By utilizing vertical space, these systems help businesses improve productivity, optimize facility layouts, and support industrial automation.
What Is a Vertical Conveyor?
A vertical conveyor is a material handling system designed to transport products upward or downward along a vertical path. These systems are commonly installed in manufacturing facilities, multi-level warehouses, logistics centers, and areas where floor space is limited.
Unlike inclined conveyors, vertical conveyors move products between different elevations without requiring long conveyor runs. This makes them an ideal solution for facilities seeking to maximize available space while improving material flow efficiency.
How Does a Vertical Conveyor Work?
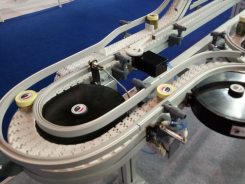
A vertical conveyor operates through a drive system consisting of a geared motor, chain or belt transmission mechanism, and product carriers or trays.
When the motor is activated, the transmission system drives the trays or lifting platforms in a continuous vertical cycle, transporting products from the loading point to the discharge point efficiently and accurately.
Sensors and PLC control systems monitor the entire process, ensuring stable operation, minimizing product impact, and maintaining the required conveying speed.
Main Components of a Vertical Conveyor
Conveyor Frame
The frame serves as the primary load-bearing structure of the system. It is typically manufactured from powder-coated steel or stainless steel to provide strength, corrosion resistance, and long service life.
Drive System
The drive system includes a geared motor, gearbox, sprockets, and chains. It generates the lifting movement required to transport products vertically.
Product Carriers or Trays
These components directly support the products being transported. Their design varies depending on the product type, such as cartons, plastic bins, electronic components, or finished goods.
Guide Rail System
Guide rails keep the carriers moving along a precise path while minimizing vibration and ensuring stable operation.
Product Detection Sensors
Sensors installed at loading and unloading points detect products, monitor positioning, and support automated operation.
PLC Control Panel
The PLC control system manages motors, sensors, and auxiliary devices to ensure accurate and reliable conveyor performance.
Variable Frequency Drive (VFD)
The VFD allows speed adjustment according to production requirements while helping reduce energy consumption.
Infeed and Outfeed Conveyors
These conveyors connect the vertical conveyor to other material handling systems, creating a seamless and automated transportation process.
Depending on lifting height, load capacity, and product characteristics, each component can be customized to meet specific operational requirements.
Common Types of Vertical Conveyors
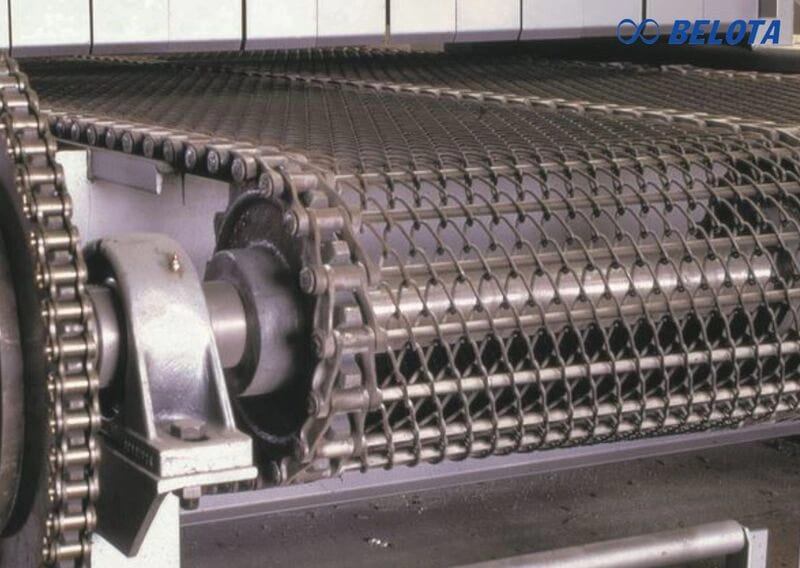
- Vertical Chain Conveyor: This type utilizes heavy-duty conveyor chains to transport products vertically. It offers excellent load capacity and reliable performance, making it suitable for industrial manufacturing applications.
- Tray-Type Vertical Conveyor: Tray-type vertical conveyors use fixed trays to move products between floors. They are ideal for cartons, boxes, and products that require stable handling during transportation.
- PVC Vertical Conveyor: PVC vertical conveyors utilize PVC conveyor belts combined with cleats, sidewalls, or bucket attachments to transport products vertically. These systems are lightweight, quiet, easy to clean, and widely used in food processing, electronics, packaging, and consumer goods industries.
- Stainless Steel Vertical Conveyor: Manufactured from stainless steel, these conveyors provide superior corrosion resistance and meet strict hygiene requirements. They are commonly used in food processing, pharmaceuticals, seafood production, and humid environments.
- Vertical Screw Conveyor: Vertical screw conveyors use a rotating screw mechanism to move bulk materials upward. They are commonly applied in industries handling powders, granules, and small particles such as food, chemicals, and construction materials.
- Continuous Vertical Conveyor: Designed for high-throughput operations, continuous vertical conveyors move products continuously between elevations. They are widely used in automated production lines, warehouses, and logistics facilities.
Advantages of Vertical Conveyors
- Maximize facility space by utilizing vertical height.
- Improve productivity through continuous and stable operation.
- Reduce labor costs by minimizing manual handling.
- Enhance product safety during transportation.
- Easily integrate with automated production systems, robots, and other conveyors.
- Improve overall workflow efficiency and material flow.
Important Considerations When Choosing a Vertical Conveyor
- Determine the required lifting height.
- Evaluate the maximum product weight and load capacity.
- Consider product dimensions and handling requirements.
- Calculate the desired conveying capacity and throughput.
- Assess environmental conditions such as humidity, temperature, and hygiene requirements.
- Select an experienced conveyor manufacturer to ensure optimal design and long-term reliability.
Applications in Warehousing and Logistics
- Transporting goods between multiple warehouse levels.
- Connecting processes located at different elevations.
- Replacing forklifts and manual handling operations.
- Moving cartons, packages, components, and finished goods.
- Supporting automated warehouse systems.
- Integrating with horizontal conveyors and robotic systems.
- Increasing operational efficiency while reducing labor requirements.
Vertical Conveyor vs. Freight Elevator
The following comparison highlights the key differences between vertical conveyors and freight elevators:
| Criteria | Vertical Conveyor | Freight Elevator |
|---|---|---|
| Operating Principle | Continuous automatic conveying | Load-by-load lifting |
| Operational Continuity | Continuous operation | Intermittent operation |
| Load Capacity | Medium to heavy loads depending on design | Typically higher load capacity |
| Transportation Speed | Fast and continuous | Depends on lifting cycles |
| Automation Level | High, easily integrated with PLC and sensors | Medium or semi-automatic |
| Main Applications | Manufacturing, production lines, logistics centers | Warehouses, construction sites, heavy lifting |
| Installation Space | Space-efficient vertical design | Requires elevator shaft and operating space |
| Operating Cost | Lower due to automation and labor savings | Higher because of cycle-based operation |
Conclusion
Vertical conveyors are modern material handling solutions that help businesses optimize space utilization, increase productivity, and advance automation initiatives. Their ability to transport products continuously between different elevations makes them highly valuable in manufacturing plants, warehouses, logistics centers, and industrial facilities.
By selecting the right vertical conveyor system for specific operational requirements, businesses can improve efficiency, reduce operating costs, and gain a sustainable competitive advantage.