



In today's food processing industry, automation plays a critical role in improving productivity and ensuring consistent product quality. A slicer conveyor belt is designed to continuously feed raw materials into the cutting zone, enabling precise and uniform slicing while minimizing manual handling. Thanks to its stable operation, high throughput, and ability to process a wide range of food products, this system is widely used in food processing facilities, commercial kitchens, and large-scale manufacturing plants.
In this article, Belota explores the construction, operating principle, key advantages, applications, and selection criteria of slicer conveyor belts.
What Is a Slicer Conveyor Belt?
A slicer conveyor belt is an automated conveying component integrated into food slicing machines. Its primary function is to transport products such as vegetables, fruits, and frozen meat into the cutting area at a controlled speed.
Unlike manual processing methods, the conveyor system provides consistent product feeding, helping maintain uniform slice thickness and reducing production variability. This results in higher productivity, improved product consistency, and more efficient food processing operations.
Construction of a Slicer Conveyor Belt
A typical slicer conveyor system consists of the following components:
- Machine Frame: Manufactured from stainless steel for durability, corrosion resistance, and food safety compliance.
- Conveyor Belt Surface: Commonly made from food-grade PU or PVC conveyor belts that provide excellent grip and prevent product slippage.
- Drive System: Connected directly to the motor to ensure smooth and reliable conveyor movement.
- Synchronized Cutting Blades: Work in coordination with the conveyor speed to achieve accurate slicing performance.
- Speed Control Unit: Allows operators to adjust conveyor speed according to product type and production requirements.
How a Slicer Conveyor Belt Works
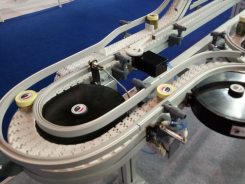
A slicer conveyor belt operates by continuously transporting products into the cutting zone at a controlled speed. Raw materials are placed onto the infeed conveyor, which automatically carries them toward the cutting mechanism.
Inside the cutting section, high-speed rotating blades slice the products into uniform pieces, strips, cubes, or thin slices depending on the machine configuration.
After processing, the finished products are transferred onto the discharge conveyor for collection and transportation to downstream operations. The synchronized interaction between the infeed conveyor, cutting blades, and outfeed conveyor ensures consistent product quality, minimizes waste, and maximizes production efficiency.
Types of Slicer Conveyor Belts
Slicer conveyor systems are generally available in two main categories: mini models and industrial models.
Mini slicers are compact and suitable for restaurants, small food businesses, and commercial kitchens. Industrial slicers are designed for high-capacity food processing facilities that require continuous production and higher throughput.
Comparison Between Mini and Industrial Slicer Conveyor Systems
| Criteria | Mini Models | Industrial Models |
|---|---|---|
| Application Scale | Small restaurants and home kitchens | Food processing plants |
| Design | Compact and portable | Large frame with extended conveyor length |
| Motor Power | Lower power output | High-performance industrial motors |
| Production Capacity | Low to medium throughput | High-volume continuous production |
| Operating Capability | Intermittent operation | Continuous-duty operation |
| Typical Applications | Small-batch food preparation | Large-scale production lines |
Key Benefits of Slicer Conveyor Belts
- Automated Product Feeding: Reduces manual labor while improving workplace safety and productivity.
- High Cutting Accuracy: Produces uniform slices and enhances finished product consistency.
- Adjustable Slice Thickness: Typically adjustable from approximately 1 mm to 15 mm to accommodate different processing requirements.
- Anti-Slip Conveyor Surface: Maintains product stability throughout the cutting process.
- Food-Safe Design: Easy-to-clean materials support hygiene standards in food production environments.
- Continuous Operation: Reduces product bottlenecks and improves workflow efficiency.
- Lower Maintenance Costs: Durable construction minimizes wear and extends equipment service life.
Applications of Slicer Conveyor Belts
- Food Processing Facilities: Used for processing vegetables and fresh produce such as carrots, potatoes, cucumbers, and green onions before further production stages.
- Restaurants and Commercial Kitchens: Enable fast preparation of large quantities of ingredients while reducing labor requirements and preparation time.
- Frozen Food Manufacturing: Suitable for slicing frozen meat and other frozen products with high precision and consistent thickness.
- Large-Scale Production Lines: Capable of processing hundreds or even thousands of kilograms of raw materials per hour, making them ideal for high-volume manufacturing operations.
Important Factors When Choosing a Slicer Conveyor Belt
Selecting the right slicer conveyor system requires evaluating several key factors:
- Product Type: Different food products such as vegetables, fruits, fresh meat, and frozen products require specific belt surfaces and cutting configurations.
- Production Capacity: Determine the required throughput per hour to ensure the conveyor size and motor power match production demands.
- Food-Grade Materials: Choose systems constructed from stainless steel frames and food-grade PU or PVC conveyor belts to meet hygiene and food safety standards.
- Slice Thickness Adjustment: Look for equipment that allows flexible adjustment of slice thickness to accommodate various processing applications.
- Ease of Cleaning and Maintenance: Simple, easy-to-disassemble designs help reduce cleaning time and maintenance costs.
- Line Integration Capability: The conveyor system should integrate seamlessly with upstream and downstream equipment to support efficient production flow.
Conclusion
A slicer conveyor belt is an essential component in modern food processing automation. Its ability to provide continuous operation, accurate product feeding, and consistent slicing performance makes it a valuable solution for businesses of all sizes.
Belota supplies conveyor systems designed to deliver reliable performance, maximize productivity, and maintain consistent product quality throughout the production process. By combining efficient conveying technology with precision cutting systems, slicer conveyor belts help manufacturers improve operational efficiency and achieve higher production output.