In modern industries, transporting powders, granules, and bulk materials requires solutions that not only ensure efficiency but also minimize dust emissions and material loss. Pipe conveyors have emerged as an advanced conveying technology that completely encloses materials during transportation while allowing flexible operation over long distances and complex routes. Thanks to their stable performance, space-saving design, and environmental protection benefits, pipe conveyor systems have become an ideal choice for many industrial sectors.
What Is a Pipe Conveyor?
A pipe conveyor is a specialized bulk material handling system designed to transform a conventional conveyor belt into a closed pipe shape during operation. Unlike traditional open-belt conveyors, a pipe conveyor completely encloses the conveyed material, significantly reducing dust emissions and material spillage.
This enclosed design makes pipe conveyors particularly suitable for transporting coal, cement, clinker, fertilizers, fly ash, and other fine materials that can easily disperse into the surrounding environment.
Structure of a Pipe Conveyor
A pipe conveyor system consists of several key components that work together to ensure safe and reliable operation:
Conveyor Belt
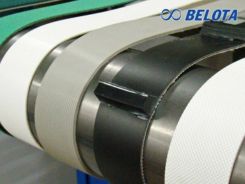
The conveyor belt is the core component of the system. It is typically manufactured from multi-ply rubber materials with excellent wear resistance, tensile strength, and heat resistance. During operation, the belt is folded into a tubular shape to completely contain the transported material.
Pipe-Forming Idler Rollers
This system usually consists of six rollers arranged in a hexagonal configuration. Their function is to fold the belt into a closed pipe shape and maintain its form throughout the conveying process.
Supporting Structure and Guide System
Constructed from steel, the supporting structure maintains the conveyor route and ensures stability even on curved paths or challenging terrain.
Flat-to-Pipe Transition Stations
These stations convert the conveyor belt from a flat configuration to a tubular shape at the loading area and reopen it at the discharge point.
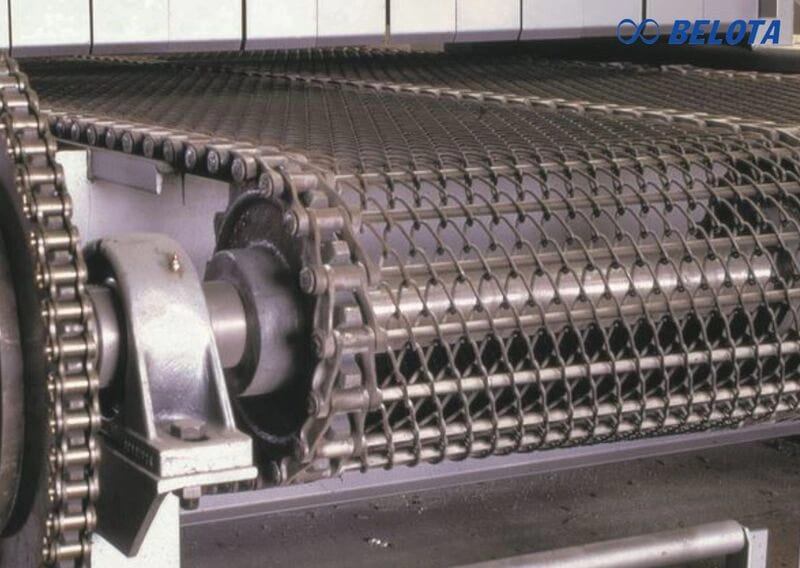
Drive Unit
The drive assembly includes an electric motor, gearbox, and drive pulley, providing the force required to move the conveyor belt and transport materials continuously.
Belt Cleaning and Supporting Components
Cleaning devices and support rollers help reduce material buildup, minimize wear, and extend the service life of the conveyor system.
Working Principle of a Pipe Conveyor
- A pipe conveyor operates by changing the shape of the conveyor belt during transportation. At the loading zone, the belt remains flat to allow efficient material feeding.
- As the belt enters the pipe-forming section, specially arranged idler rollers gradually fold the belt edges together, creating a sealed tubular shape around the material.
- Throughout the conveying route, the material remains completely enclosed inside the pipe, minimizing spillage and protecting it from external environmental influences.
- At the discharge point, the belt returns to its flat configuration, allowing precise and efficient material unloading. This continuous process ensures safe and stable material transportation.
Key Advantages of Pipe Conveyors
- Fully enclosed conveying system that significantly reduces dust emissions and environmental pollution.
- Capable of transporting materials along curved routes, steep inclines, and complex terrains.
- Reduces the need for transfer stations and additional conveying equipment.
- Lowers infrastructure and installation costs in certain applications.
- Protects materials from moisture, wind, temperature changes, and contaminants.
- Provides stable operation with reduced maintenance requirements and longer equipment life.
Limitations of Pipe Conveyors
- Higher initial investment cost compared to conventional belt conveyors.
- Requires specialized engineering and installation expertise.
- Internal inspection and maintenance can be more challenging due to the enclosed design.
- Less suitable for oversized or irregularly shaped materials that may affect pipe formation and belt performance.
Industrial Applications of Pipe Conveyors
- Building Materials Industry: Pipe conveyors are widely used for transporting cement, clinker, gypsum, and powdered materials between storage and production areas while minimizing dust generation.
- Thermal Power Plants: They efficiently transport fly ash, bottom ash, and other combustion by-products while meeting environmental protection requirements.
- Mining Industry: Pipe conveyors are used to transport coal, ores, and bulk materials across difficult terrains such as mountainous areas and sites with physical obstacles.
- Other Industries: Pipe conveyor systems are also applied in agriculture, chemical processing, and food manufacturing industries where enclosed conveying, cleanliness, and operational safety are critical.
Important Considerations When Selecting a Pipe Conveyor
During System Selection
- Evaluate material characteristics, including particle size, moisture content, bulk density, and dust generation potential.
- Determine conveyor length, installation route, and curve requirements.
- Select appropriate conveying capacity and drive power.
- Consider environmental conditions such as temperature, humidity, and corrosion exposure.
During Operation and Maintenance
- Inspect belts, rollers, and drive components before startup.
- Monitor belt tension, conveying speed, and pipe formation condition.
- Perform regular cleaning to prevent material buildup.
- Schedule routine maintenance for bearings, motors, and roller assemblies.
- Address abnormal operating conditions promptly to prevent equipment damage and production downtime.
Belota - Quality Pipe Conveyor Components Supplier
Pipe conveyors are modern material handling solutions widely used in industries requiring dust control, environmental protection, and safe bulk material transportation. Their enclosed design, flexible operation, and high efficiency help optimize production processes, reduce material loss, and improve operational performance.
To ensure reliable and long-lasting operation, selecting high-quality conveyor components is essential. Belota supplies a wide range of pipe conveyor materials and spare parts, including conveyor belts, rollers, drive components, and replacement accessories. These products are designed to meet the demanding requirements of various industrial applications while enhancing system reliability and service life.
In addition to supplying conveyor components, Belota provides technical consultation and customized solutions to help businesses optimize investment costs and maximize the performance of their pipe conveyor systems.