



Chain bucket elevators are an efficient solution for vertically conveying bulk materials and are widely used in industries such as cement, mining, agriculture, food processing, and animal feed production. With excellent load-bearing capacity, stable operation, and minimal material spillage, these systems help businesses optimize production processes while saving installation space. So, what is the structure of a chain bucket elevator, how does it work, and which solution is most suitable for your factory’s material handling needs?
What Is a Chain Bucket Elevator?
A chain bucket elevator is a vertical or inclined conveying system designed to transport bulk materials using a chain-driven mechanism combined with buckets. This type of conveyor belt is widely used in industries such as cement production, animal feed, fertilizer manufacturing, mining, and other sectors that require handling powdered or granular materials with light to medium weight.
The system operates through a motor-driven chain that moves continuously. Buckets attached to the chain collect materials from the loading point and transport them to the discharge position efficiently and continuously.
Structure of a Chain Bucket Elevator
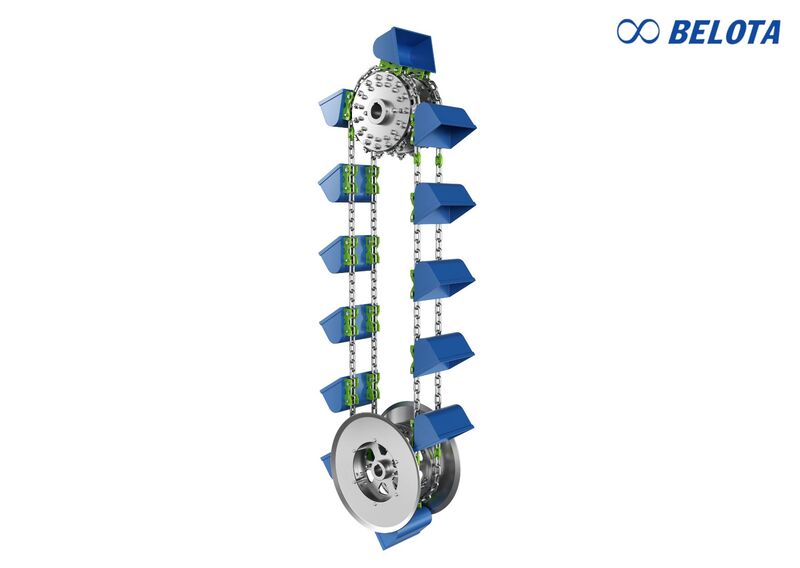
A chain bucket elevator consists of multiple interconnected components designed to ensure stable operation, continuous conveying, and high load capacity. Depending on the required capacity and material characteristics, the structure may vary, but it generally includes the following main parts. This configuration is also commonly found in vertical bucket elevator systems used in industrial plants.
Elevator Frame
The frame is fabricated from powder-coated steel or galvanized steel with a robust structure that provides excellent impact resistance, load-bearing capacity, and long-term durability under various working conditions.
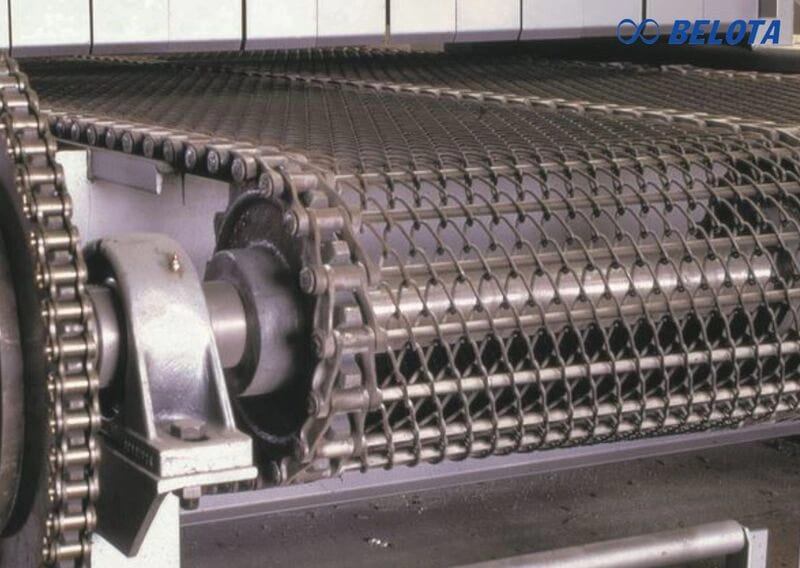
Conveyor Chain
The chain is the primary transmission component responsible for pulling the buckets continuously. It is typically made from high-strength alloy steel with excellent wear resistance and minimal elongation during operation.
Buckets
Buckets are the components that directly hold and transport materials. They are commonly manufactured from steel, stainless steel, or engineering plastic depending on the working environment and the type of material being conveyed.
Bucket shape and capacity are designed based on:
- Material characteristics
- Conveying capacity
- Operating speed
- Discharge angle
For food processing and agricultural applications, stainless steel buckets are often preferred to ensure hygiene and corrosion resistance.
Pulley
In some chain bucket elevator designs, pulleys or guide drums are used to support movement direction and improve operational stability.
Gear Motor
The gear motor controls conveying speed according to the material type and system capacity. In modern systems, variable frequency drives (VFDs) are often integrated to allow flexible speed adjustment and improve energy efficiency.
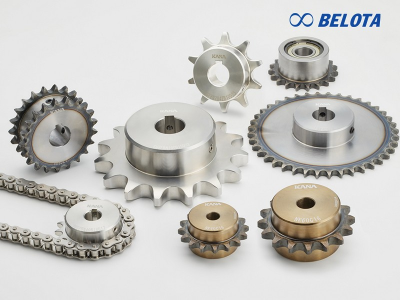
Sprockets
Drive and driven sprockets help maintain stable system operation and ensure proper chain tension throughout the conveying process.
Feeding and Discharge Hopper
The feeding hopper allows materials to enter the buckets smoothly, while the discharge section enables quick unloading and minimizes material blockage.
Working Principle of a Chain Bucket Elevator
A chain bucket elevator operates on a continuous circulation principle, where chains pull buckets filled with materials from a lower point to a higher position vertically or at an incline.
When the motor operates, the sprockets rotate and drive the chain together with the attached buckets. At the feeding section, the buckets scoop up materials and carry them upward along the elevator casing.
When the buckets reach the head section, materials are discharged using one of two common methods:
- Centrifugal Discharge: Buckets rotate at high speed, and centrifugal force throws the material out through the discharge outlet.
- Gravity Discharge: Materials fall naturally due to gravity as the bucket passes over the head section.
The discharge method is selected depending on the material characteristics and operating speed.
After discharging, the empty buckets return to the boot section through the driven sprocket to begin a new conveying cycle. The enclosed conveying process helps minimize material spillage and reduce dust generation effectively.
Chain Bucket Elevator Technical Specifications
- Conveying capacity: 5 – 500 tons/hour
- Lifting height: 3 – 50 meters
- Conveying speed: 0.3 – 1.5 m/s
- Chain type: Single chain or double chain
- Bucket material: Steel, stainless steel, or engineering plastic
- Frame material: Powder-coated steel, galvanized steel, or stainless steel
- Motor power: Depending on load capacity and lifting height
- Conveying angle: Vertical or inclined
- Operating temperature: Depending on the working environment and conveyed materials
- Discharge method: Centrifugal discharge or gravity discharge
Advantages of Chain Bucket Elevators
- Efficient Vertical Conveying: Chain bucket elevators transport materials vertically with high stability while saving installation space.
- Good Load Capacity: The system can handle medium-weight bulk materials such as coal, ore, clinker, cement, and aggregates.
- High Durability: The equipment is manufactured from wear-resistant and high-strength materials, making it suitable for continuous industrial operation.
- Reduced Material Spillage: Its enclosed structure minimizes material loss and reduces dust emissions during operation.
- Space Saving: Compared to many other conveying systems, chain bucket elevators occupy less floor space and are suitable for facilities with limited installation areas.
- Cleaner Conveying Process: The enclosed conveying system helps prevent dust contamination and reduces the risk of foreign particles mixing into the materials.
Disadvantages of Chain Bucket Elevators
- Not suitable for transporting oversized or extremely heavy materials
- Higher initial investment cost
- Requires periodic maintenance to maintain chain lifespan
- Not ideal for materials with very large particle sizes
- Slower conveying speed compared to some belt conveyor systems
Applications of Chain Bucket Elevators
- Cement Industry: Used for conveying clinker, limestone, cement, and grinding materials.
- Agricultural Industry: Applied in transporting rice, grain, bran, and animal feed.
- Mining Industry: Suitable for handling coal, ore, and extracted materials.
- Fertilizer and Chemical Industry: Ideal for conveying powdered or granular materials.
- Food Industry: Stainless steel bucket elevators are commonly used in hygienic food production lines.
Notes When Choosing a Chain Bucket Elevator
- Determine the type of material to be conveyed
- Select a capacity suitable for production requirements
- Choose construction materials appropriate for the working environment
- Calculate conveying height and throughput capacity
- Prioritize suppliers with strong technical experience and after-sales support
Belota – Trusted Chain Bucket Elevator Supplier
Belota specializes in designing, manufacturing, and installing customized chain bucket elevator systems tailored to the operational requirements of different industries, including cement, mining, animal feed, agriculture, food processing, and construction materials.
With extensive experience in conveyor and industrial material handling systems, Belota focuses not only on supplying equipment but also on providing suitable conveying solutions based on:
- Material characteristics
- Conveying capacity
- Lifting height
- Operating environment
- Actual factory layout
Belota’s chain bucket elevator systems are designed with:
- Strong structural durability
- High load-bearing capacity
- Stable continuous operation
- Reduced wear and material spillage
- Optimized lifespan and operating costs
In addition, Belota maintains stable inventory sources and collaborates with reputable industrial component suppliers to ensure product quality, project progress, and fast nationwide delivery support.