Vibratory conveyors are specialized transport equipment that use vibration to move bulk materials such as powder, granules, stone, coal, food, and many other raw materials in production processes. With stable operation, energy efficiency, and anti-clogging capabilities, vibratory conveyors are increasingly used in food, mining, chemical, recycling, and industrial processing industries.
What is a Vibratory Conveyor?
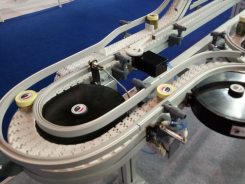
A vibratory conveyor is a mechanical device that uses oscillation energy to transport materials horizontally, at an incline, or along a fixed path in a production line. Instead of using a belt like traditional conveyors, this equipment uses a transport trough combined with a vibration mechanism to create continuous oscillations, moving materials forward.
Thanks to its special vibration principle, vibratory conveyors are suitable for many material types including fine powder, plastic granules, grains, coal, limestone, sand and gravel, frozen food, and recyclable waste. This is the optimal solution for businesses needing continuous, precise material transport with minimal product loss.

System Construction
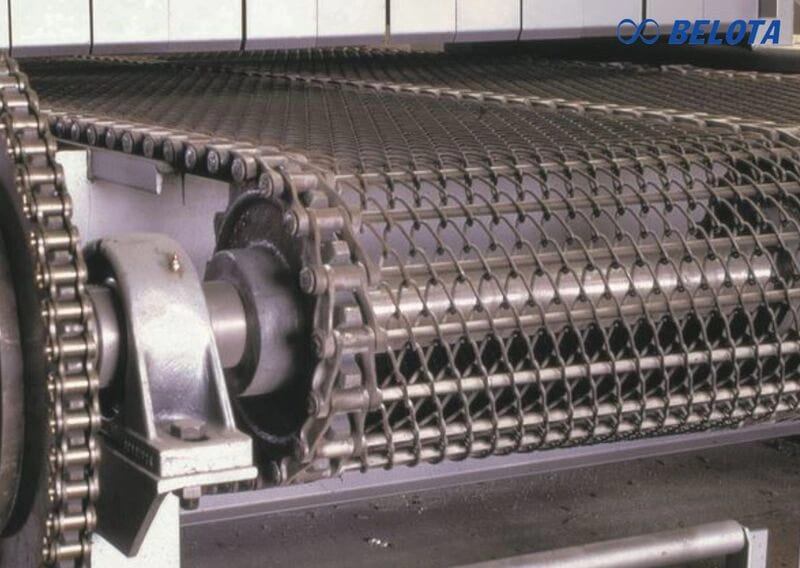
- Frame: The main load-bearing component, typically fabricated from powder-coated steel, stainless steel, or aluminum profile. High rigidity, good vibration resistance, and stable operation.
- Transport Trough: Contains and guides materials. The trough surface is typically smooth, non-stick, and designed to suit each product type — flat, U-shaped, or inclined trough.
- Vibration Mechanism: The most important component, typically using vibration motors, crank-spring mechanisms, eccentric weights, or electromagnets to create continuous, stable material movement.
- Drive System: Includes motor, gearbox, and control components to power the entire system and control vibration speed according to production requirements.

Operating Principle
Vibratory conveyors operate based on resonance vibration and dynamic balance principles. When the motor operates, vibration force is transmitted to the transport trough through the vibration mechanism, creating oscillations in the horizontal or inclined direction.
Through these periodic oscillations, materials move forward in small steps without requiring traditional belt conveyors. This principle helps reduce friction, prevent material jamming, save electrical energy, and improve stability during continuous operation.

Key Advantages
- Energy saving: Uses vibration instead of belt drive, consuming less electricity and significantly reducing operating costs.
- Stable operation, high durability: Robust design with few friction components reduces mechanical wear, extends lifespan, and minimizes breakdowns.
- Effective anti-clogging: Continuous vibration prevents material buildup or sticking in the trough, especially suitable for powder or fine granule materials.
- Easy to clean and maintain: Simple construction makes disassembly, cleaning, and periodic inspection quick — ideal for food and pharmaceutical industries.
- Custom design: Can be designed to specific requirements for length, width, vibration speed, inclination angle, and construction material to suit each production line.

Common Types of Vibratory Conveyors
- Straight Vibratory Conveyor: The most common type, used for horizontal transport or short distances. Widely used in food, pharmaceutical, and packaging industries.
- Inclined Vibratory Conveyor: Designed to transport materials upward or downward at a certain angle, suitable for factories with multi-level production floors.
- Curved Vibratory Conveyor: Capable of moving along curves or multiple directions, optimizing workshop space and suitable for limited floor areas.
- Balanced Vibratory Conveyor: Operates near resonance frequency, reducing feedback force and increasing stability. Suitable for high-capacity production lines.
- Unbalanced Vibratory Conveyor: Commonly used in heavy industries such as mining and metallurgy with large loads and demanding operational requirements.

Industry Applications
- Food industry: Transporting rice, sugar, flour, grains, frozen food, cashews, coffee — ensuring hygiene and minimizing product damage
- Mining: Transporting coal, ore, limestone, sand and gravel from extraction areas to processing locations
- Chemical industry: Suitable for transporting chemical powder, plastic granules, fertilizers, and granular raw materials requiring high precision
- Wood processing: Transporting sawdust, wood chips, wood waste for continuous and efficient line operation
- Recycling: Used in sorting and transporting plastic, paper, metal, and other recyclable materials

Selection Guide
- Choose the right construction material: Prioritize stainless steel for food industry or humid environments. Powder-coated steel is suitable for standard industrial environments.
- Determine the correct load capacity: Calculate material weight to select appropriate structure and avoid overloading that reduces equipment lifespan.
- Adjust vibration speed appropriately: Vibration speed and amplitude must suit each material type to ensure transport efficiency and avoid product damage.
- Easy maintenance and replacement: Choose systems with simple design, easy disassembly, and available spare parts to minimize machine downtime.
Belota – High Quality Vibratory Conveyor Provider
- Belota specializes in providing high-quality industrial conveyor solutions, including vibratory conveyors designed according to each enterprise's actual requirements.
- We provide on-site surveys, appropriate solution consulting, custom design, factory installation, clear warranty policy, and long-term technical support.
- With practical experience across many manufacturing industries, Belota is committed to delivering durable, efficient vibratory conveyor systems that optimize investment costs.