A magnetic conveyor belt, also known as a magnetic conveyor or magnetic belt conveyor, is an industrial conveyor system integrated with permanent magnets or electromagnets to generate magnetic force for holding and separating ferrous materials such as iron and steel during transportation. This system is an important solution in many modern industries, especially mining, recycling, metal processing, and automated production lines.
If you are interested in this type of conveyor system, Belota would like to introduce its key features and practical applications in the article below.
What Is a Magnetic Conveyor Belt?
A magnetic conveyor belt is a specialized industrial conveyor integrated with magnets beneath the belt surface to hold ferrous materials such as iron and steel while transporting products or raw materials. Thanks to this mechanism, the system can simultaneously perform both conveying and material separation functions.
Magnetic conveyors can operate flexibly in various conveying directions, including horizontal, inclined, and even inverted transportation, making them suitable for complex production systems.

Structure of a Magnetic Conveyor Belt
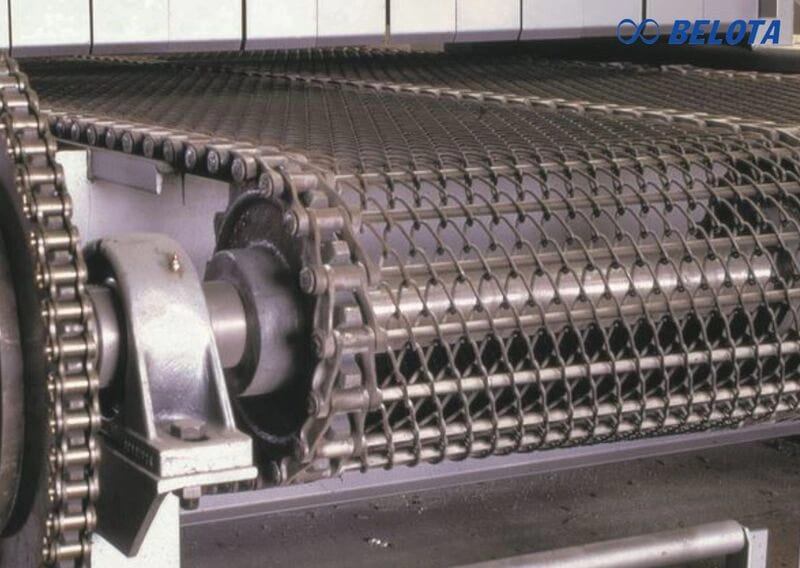
A magnetic conveyor system consists of several components working together to ensure stable and efficient operation.
- Conveyor Belt: The belt is typically made from non-magnetic materials such as rubber or PVC to avoid interfering with the magnetic force.
- Magnetic System: Permanent magnets or electromagnets are installed beneath or inside the conveyor system and arranged strategically to create strong and uniform magnetic attraction.
- Magnetic Pulley: Located at the head or tail section of the conveyor, the magnetic pulley helps retain and separate metal materials at the discharge point.
- Central Control System: The control system allows operators to adjust conveyor speed and manage the operation of electromagnets when used.
Working Principle of a Magnetic Conveyor Belt
A magnetic conveyor operates based on the principle of magnetic attraction. When mixed materials are fed onto the conveyor belt, ferrous particles are attracted and held by the magnetic field generated by the system. Non-magnetic materials continue moving naturally and exit the system separately.
This process operates continuously and automatically, enabling efficient material separation without manual intervention. As a result, magnetic conveyors are highly valued in production lines requiring high precision and large processing capacities.

Common Types of Magnetic Conveyor Belts
Magnetic Belt Conveyor
This is the most common type, using a conveyor belt combined with magnets underneath to transport metal materials. It is widely applied in packaging, component manufacturing, and food processing industries involving metal parts.
Magnetic Slide Conveyor (Beltless Magnetic Conveyor)
This type operates using a sliding mechanism over a magnetic surface. Magnets installed underneath reduce wear, increase durability, and make the system suitable for harsh working environments.
Magnetic Separator Conveyor
Primarily used in mining and recycling industries, this conveyor removes metal contaminants from mixed materials, improving sorting and material processing efficiency.
Advantages of Magnetic Conveyor Belts
- Accurate separation of metal materials, improving product quality
- Reduced errors during material sorting and processing
- Increased productivity through continuous automatic operation
- Reduced dependence on manual labor and optimized operating costs
- Flexible operation under different working conditions, including steep inclines and reverse conveying
- High durability thanks to permanent magnet systems
- Lower maintenance costs and minimized downtime
Applications of Magnetic Conveyor Belts in Industry
- Used in mining to separate iron ore and remove metal contaminants from raw materials
- Applied in recycling industries to recover valuable metals from industrial waste
- Supports transportation and sorting of steel components in mechanical and metal manufacturing industries
- Improves accuracy and optimizes automated production processes
- Used in food processing and packaging industries to detect and remove metal contaminants from products
- Helps ensure product quality and comply with food safety standards
Key Factors When Choosing a Magnetic Conveyor Belt
When selecting a magnetic conveyor system, businesses should consider several important factors to ensure stable operation, suitability for production requirements, and cost optimization:
- Material Type: Determine material characteristics such as size, weight, shape, and magnetic properties to select the appropriate system.
- Magnetic Strength: Choose suitable magnetic force according to the weight and size of the materials to ensure stable holding and conveying performance.
- Operating Speed: The conveyor speed should match the production capacity and actual conveying requirements.
- Conveying Angle: Consider incline angles and conveying directions to prevent materials from slipping or falling during operation.
- Environmental Conditions: Temperature, humidity, dust, and chemical exposure may affect the durability and performance of the system.
- Conveyor Material: Depending on the industry, businesses may choose painted steel, stainless steel, or corrosion-resistant materials to increase equipment lifespan.
- Maintenance and Spare Parts: Prioritize systems that are easy to maintain and allow convenient component replacement to reduce downtime.
- Supplier Selection: Choose experienced suppliers with strong technical support and the ability to customize systems according to practical operational requirements.
Conclusion
Magnetic conveyor belts are an important technological solution in modern industries, especially in systems requiring the separation and transportation of metal materials. With their accurate, flexible, and durable operation, magnetic conveyors are becoming an essential part of automated production lines. If you would like more detailed consultation about magnetic conveyor systems, please contact Belota via Hotline 0917657946 for technical support and professional advice.