In today’s drive for production optimization, cotton conveyor belts (also known as fabric belts) are becoming the go-to choice for enterprises seeking operational stability, scratch-free product handling, and cost-efficiency. No longer restricted to light-duty tasks, these conveyor belts now serve as vital "interstitial buffers" in high-speed systems, particularly within the food and packaging sectors. In this article, Belota explores the unique characteristics and diverse applications of this versatile conveyor solution.
What is a Cotton Conveyor Belt?
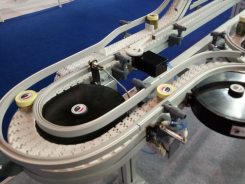
A cotton conveyor belt is crafted from 100% natural cotton fibers or a polyester-cotton blend to enhance tensile strength and durability. Known for their robust yet flexible structure, these belts perform exceptionally well across various industrial environments.
Based on our 2026 market data, Belota has observed a shift: businesses are no longer viewing cotton belts as just "light transport." Instead, they are being utilized as cost-effective cushioning layers to prevent surface damage in high-speed lines, offering a more budget-friendly alternative to felt belts.
In industries requiring high uptime, such as food processing and packaging, cotton provides "soft mechanical stability." It is rigid enough to prevent excessive stretching (unlike standard fabrics) but soft enough to ensure smooth tracking and minimal maintenance errors over the long term.

Cotton conveyor belt made from 100% natural cotton fibers
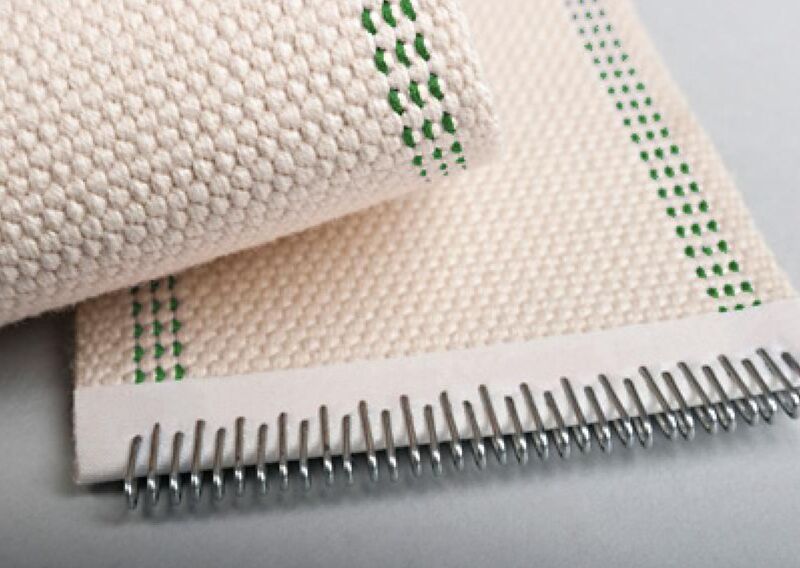
Anatomy of a Cotton Conveyor Belt
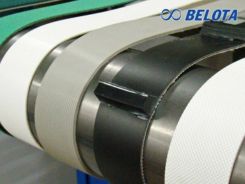
To ensure industrial-grade durability, these belts feature a multi-layered, heat-pressed construction:
- Cotton Base Layer: The core component, woven from natural or poly-blended fibers, providing flexibility and excellent traction.
- Reinforcement Plies: Multi-layer variants include polyester or fabric tension members to increase load capacity and minimize elongation.
- Specialized Coatings (Optional): Surfaces can be treated with PVC, PU, or rubber to improve friction, abrasion resistance, or moisture proofing.
- Thermal/Mechanical Bonding: Advanced bonding technology ensures the layers remain inseparable, preventing delamination during high-intensity cycles.
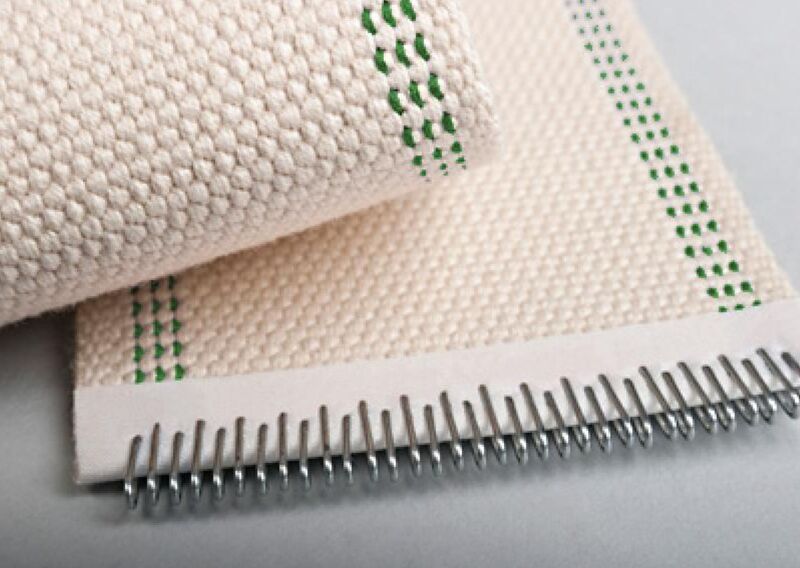
Cotton conveyor belt designed with multiple layered materials pressed and bonded together
Key Technical Specifications
| Feature | Details |
|---|---|
| Material | Natural Cotton or Cotton/Polyester Blend |
| Color | Industrial White |
| Thickness | 2mm – 6mm |
| Heat Resistance | Customizable based on application |
| Dimensions | Custom-made to order |
| Lead Time | 10 – 15 business days |

Single-Ply vs. Multi-Ply Cotton Belts
Depending on the fiber structure, cotton belts are categorized into two main types:
| Criteria | Single-Ply Cotton Belt | Multi-Ply Cotton Belt |
| Construction | Single layer of woven cotton | Multiple layers of compressed fiber |
| Weight | Lightweight | Heavy-duty and robust |
| Load Capacity | Ideal for light loads | High-capacity handling |
| Durability | Moderate | Superior lifespan and wear resistance |
| Application | Small lines, light products | Large-scale industrial plants |
| Price Point | Budget-friendly | Premium investment |
| Environment | Simple operating conditions | High-intensity work environments |

Why Choose Cotton Fiber Belts?
- Superior Non-Stick Properties: The treated surface prevents raw materials from adhering, making it a "gold standard" for the confectionery and bakery industries.
- Thermal Resilience: These belts remain stable in high-temperature environments, such as corrugated cardboard production or industrial drying tunnels.
- Mechanical Integrity: The tight weave minimizes stretching and belt mistracking, ensuring consistent throughput.
- Low Maintenance Costs: High durability translates to fewer replacements and less downtime.
- Whisper-Quiet Operation: The fabric base dampens noise, creating a more ergonomic work environment.
- Food Grade Safety: Inherently safe for direct contact with food products, ensuring zero contamination.

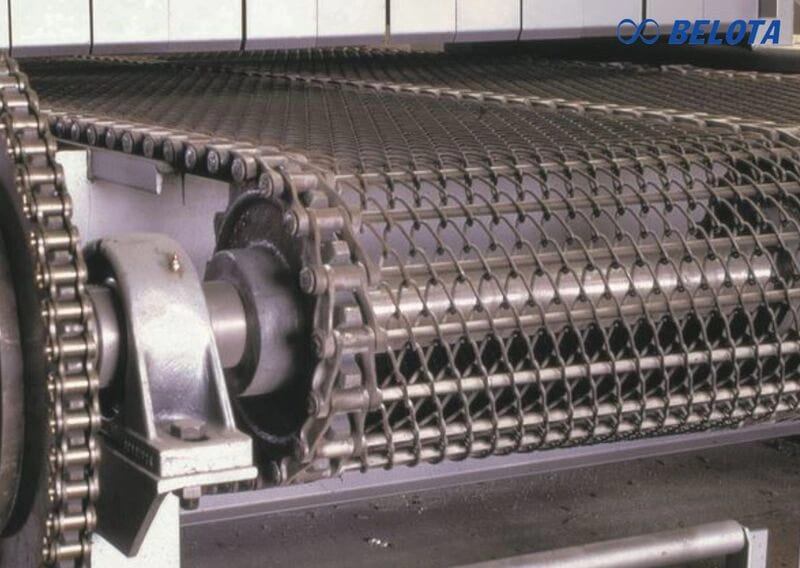
Cotton conveyor belt operates stably in high-temperature environments
Core Industrial Applications
- Food & Beverage: Transporting biscuits, dried goods, or ingredients where non-stick surfaces and hygiene are paramount.
- Corrugated Packaging: Essential in cardboard transport and heating sections where heat resistance is required.
- Electronics & Pharma: Anti-static variants prevent spark discharge, ensuring safety in sensitive assembly lines.
- Consumer Goods: Ideal for packaging lines for cosmetics, small appliances, and plastic components.
- Garment & Textile: Moving fabric rolls or semi-finished goods without risking snags or scratches.

Used in corrugated carton production machines
Conclusion
Belota is a premier provider of high-quality cotton conveyor belts tailored for the food, packaging, and textile sectors. From single-ply to multi-ply, oil-resistant to anti-static, our products are engineered for longevity and performance. By combining premium raw materials with modern fabrication techniques, Belota ensures your production line stays moving—smoothly, safely, and efficiently.