




In modern manufacturing and logistics environments, the demand for transporting heavy, bulky items such as pallets, drums, and molds continues to grow rapidly. Chain-Driven Live Roller Conveyors (CDLR) have become a core technical solution to meet these requirements. This conveyor system not only delivers outstanding load capacity but also ensures synchronized and precise operation, helping businesses optimize internal production flows and supply chain efficiency.
In this article, Belota introduces the key features, structure, and industrial applications of chain-driven roller conveyors.
What Is a Chain-Driven Roller Conveyor?
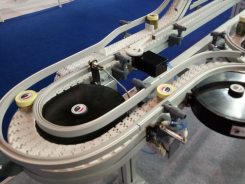
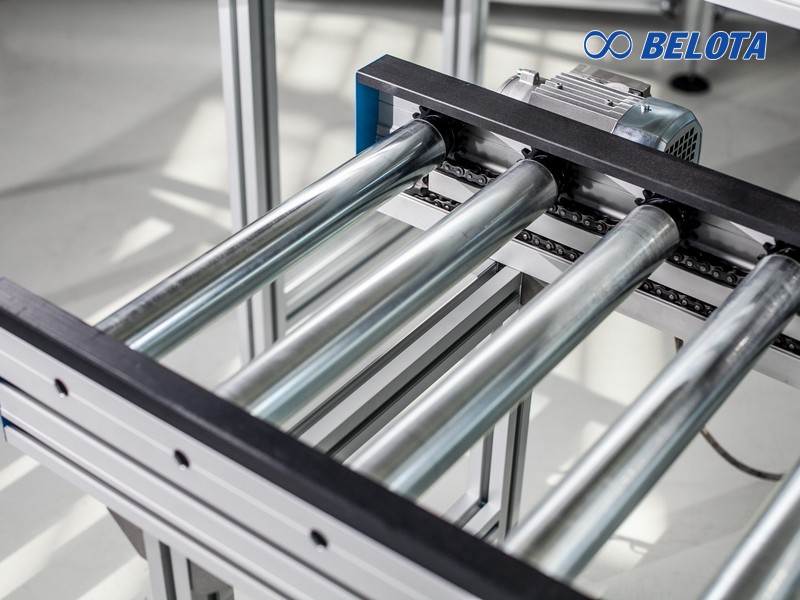
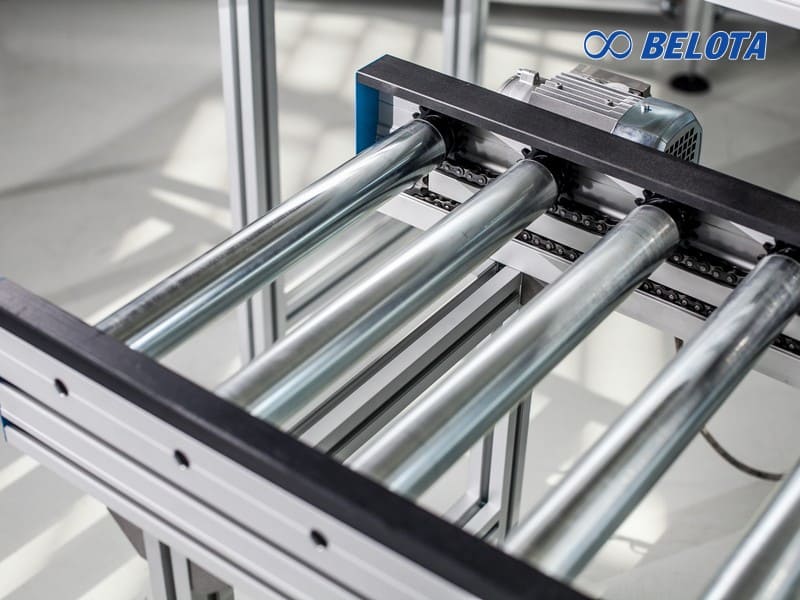
A chain-driven roller conveyor operates using a chain transmission system combined with sprockets, allowing all rollers to rotate synchronously. This mechanism provides strong, stable driving force, ensuring products move straight, securely, and safely on rigid surfaces.
This conveyor type is specifically designed for transporting heavy loads such as pallets, cartons, drums, and industrial goods with flat, solid bottoms.

Structure of a Chain-Driven Roller Conveyor
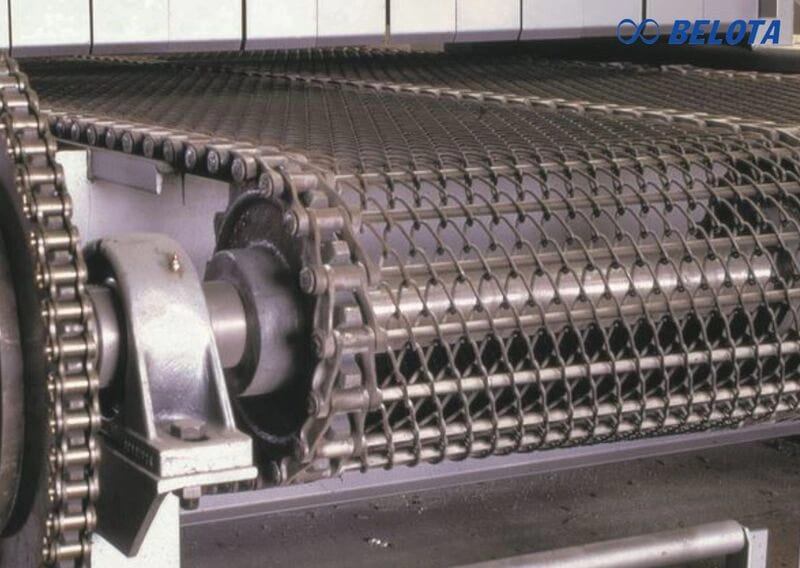
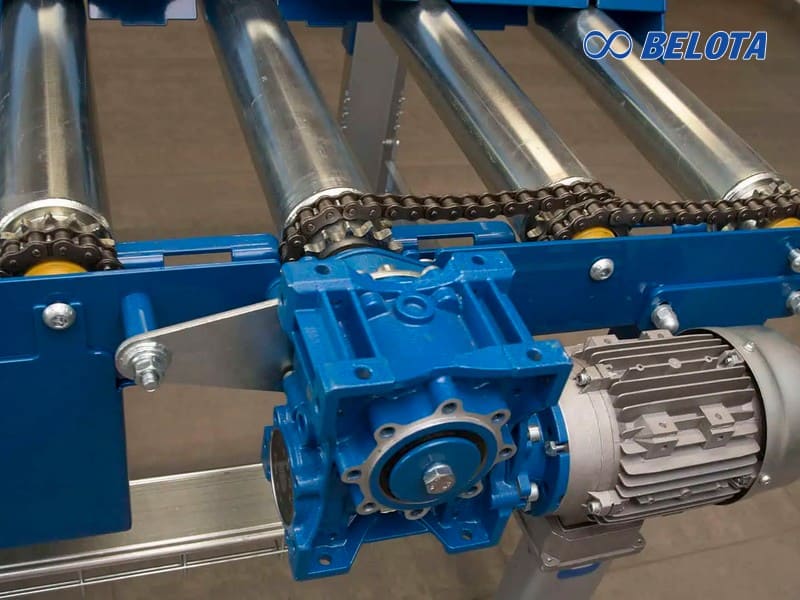
A typical chain-driven roller conveyor consists of the following main components:
- Sprocket-mounted rollers: Usually steel or stainless steel rollers with integrated sprockets to transmit motion directly and ensure stable product movement.
- Drive chains: Connect rollers and transfer power efficiently, suitable for heavy-duty applications.
- Gear motor: Supplies driving force and controls speed and torque.
- Conveyor frame: Made of steel or stainless steel, providing high rigidity and load-bearing capacity.
- Chain tensioning & guiding system: Maintains proper chain tension and reduces wear.
- Control system (optional): Electrical cabinet, inverter, sensors for automated operation.

Technical Specifications (Reference)
To design and select a suitable chain-driven roller conveyor, businesses should consider the following common technical parameters:
- Roller diameter: Ø34 mm – Ø219 mm (Ø50 mm commonly used for heavy loads)
- Roller thickness: 1.5 mm – 10 mm for enhanced durability
- Roller pitch: Customizable, typically 80 mm – 180 mm
- Material: Galvanized steel or stainless steel
- Conveyor length: Custom-built from 500 mm up to 50,000 mm
- Conveyor width: Flexible; common sizes include 600 mm, 800 mm, or wider
- Load capacity: Approximately 50 – 200 kg/m, depending on configuration

Key Advantages of Chain-Driven Roller Conveyors
- High durability & load capacity: Chain and sprocket transmission with a heavy-duty steel frame, ideal for pallets and heavy cartons.
- Stable operation: Low slippage, synchronized roller rotation, minimal vibration and noise, long service life.
- Adaptable to harsh environments: Corrosion-resistant, wear-resistant, capable of operating under high temperatures and chemical exposure—suitable for food, chemical, and cold storage industries.
- Versatile applications: Efficiently handles various flat-bottom products such as cartons, plastic crates, and pallets.
- Easy installation & maintenance: Simple mechanical structure reduces maintenance costs.
- Cost-effective solution: Saves labor, improves productivity, and offers a reasonable investment cost.
Industrial Applications of Chain-Driven Roller Conveyors
- Manufacturing: Transporting components, finished products, vehicle frames, engines in automotive, motorcycle, and electronics assembly lines.
- Logistics & Warehousing: Moving pallets and large cartons between storage, production, and packaging areas.
- Consumer goods industry: Applied in food, beverage, and medical packaging systems to optimize distribution processes.
- Airport systems: Handling baggage from check-in counters to security screening and baggage claim areas.
>> See Also: Plastic Roller Conveyor for Warehouses & Production Lines
Important Considerations When Selecting a Chain-Driven Roller Conveyor
- Load capacity: Determine product weight to select suitable rollers and motor power.
- Dimensions: Conveyor length and width must match product size and available space.
- Material selection: Galvanized steel for dry environments; stainless steel for humid or chemical-exposed conditions.
- Speed control: Using an inverter allows flexible speed adjustment.
- Power supply: Confirm whether 220V or 380V is required.
- Expandability: Modular designs enable easy future integration.
- Cost & maintenance: Balance initial investment, durability, and after-sales support.
Reliable Supplier of Chain-Driven Roller Conveyors
With stable motion, long-lasting performance, and compliance with international safety standards, Belota’s chain-driven roller conveyors are a trusted solution for modern factories.
We are committed to delivering:
- High load capacity & durability – Designed for continuous transport of pallets and heavy goods
- Synchronized, stable transmission – Chain drive ensures uniform roller rotation and accurate product positioning
- Robust structure & long service life – Heavy-duty steel frames and precision-machined rollers
- Custom-built solutions – Flexible design in length, width, roller pitch, and motor capacity
- Long-term cost efficiency – Low maintenance, reduced downtime, and optimized operating costs
📞 Contact Belota at 0917 657 946 to receive professional consultation and the most suitable conveyor solution for your production line.
>> See More: Roller Conveyors | Durable Material Handling Systems