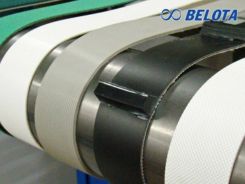



Black PU conveyor belts are increasingly widely used thanks to their stable performance, high durability, and excellent adaptability to various industrial environments. In this article, Belota provides a comprehensive analysis of the characteristics, advantages, applications, and technical specifications of black PU conveyor belts, helping you make an informed decision before selection.
Overview of Black PU Conveyor Belts
Structure
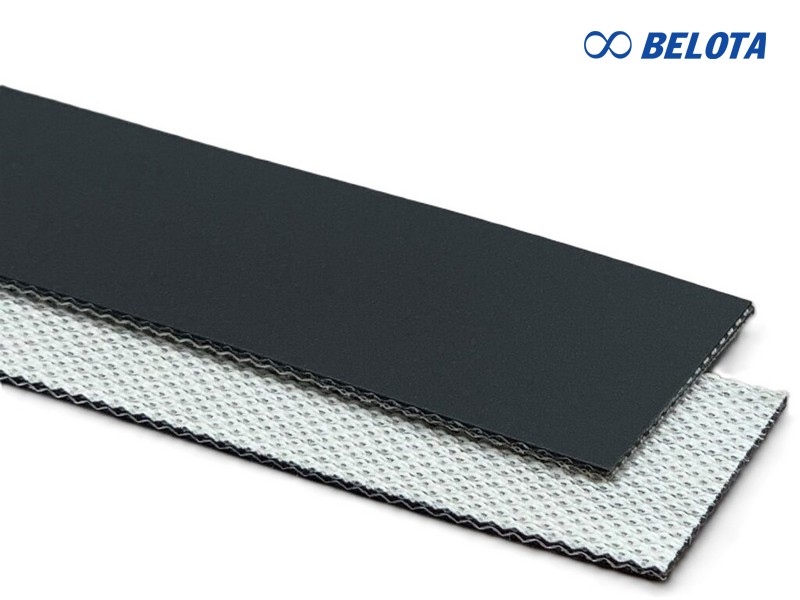
Black PU conveyor belts are manufactured from Polyurethane (PU) – a synthetic polymer well-known for its high elasticity, superior durability, and flexibility compared to metal in many load-bearing applications.
The basic structure of a black PU belt includes:
- A PU top cover layer
- One or more fabric reinforcement layers, typically made of Polyester, to enhance tensile strength and minimize elongation during operation.
Key Characteristics
- High mechanical strength: Capable of handling high tensile forces and heavy loads
- Excellent abrasion resistance: Suitable for dusty environments and sharp-edged materials
- Dimensional stability: Minimal elongation during continuous operation
- Smooth and quiet operation: Reduced vibration and low noise levels
- Long service life: Lower replacement and maintenance costs
Outstanding Advantages
Black PU conveyor belts are positioned as a premium solution, outperforming materials such as PVC in harsh operating conditions:
- Superior abrasion resistance & tensile strength: High resistance to tearing and surface damage, ideal for heavy-duty and high-intensity industrial applications
- Oil & chemical resistance: Excellent resistance to oils, grease, mild acids, and solvents, ensuring material integrity in contaminated environments
- Electrostatic discharge (ESD) control: Ensures safety for sensitive electronic components, with standard surface resistance typically meeting ESD requirements
- Optimized Total Cost of Ownership (TCO): Although the initial investment may be higher, extended lifespan and reduced maintenance significantly lower long-term operating costs
- Related article: Green PU Conveyor Belts – Full Range, Best Market Prices
Basic Technical Specifications of Black PU Conveyor Belts
- Thickness: 1.0 – 5.0 mm
- Width: 300 – 1200 mm (customizable upon request)
- Operating temperature: -20°C to +90°C
- Operating speed: Up to 40 m/min
- Chemical resistance: Oils, light solvents, industrial dust
- Conveyor frame options: Powder-coated steel, Stainless Steel 304, Aluminum profiles
- Classification by Surface Type
- Smooth surface: For cartons, boxes, small pallets – easy to clean
- Fine textured surface: Increased friction for stable transport of light products
- Ribbed / grooved surface: Ideal for inclined conveyors, preventing slippage or product fall
- Anti-static (ESD) surface: For electronics manufacturing and ESD-sensitive processes
- Heavy-duty abrasion-resistant surface: Suitable for sharp materials and recycling applications
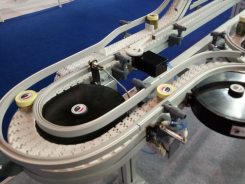
Common Applications of Black PU Conveyor Belts
Black PU conveyor belts are widely used in:
- Warehouse sorting and distribution conveyor systems
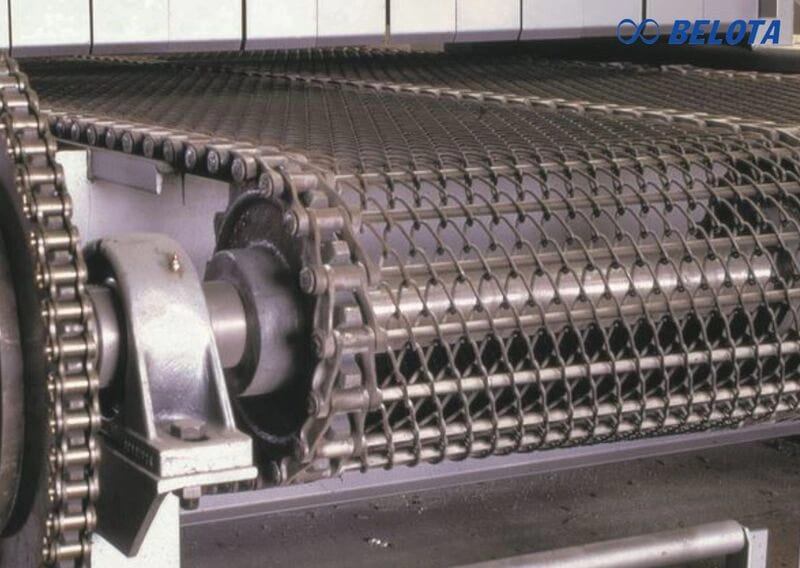
- Mechanical assembly lines and metal processing workshops
- Conveying bulk materials in light mining and construction material industries (sand, gravel, coal fragments)
- Recycling systems and waste treatment lines with high abrasion levels
- Industrial processing applications requiring high load capacity without strict food-grade hygiene standards
Key Selection Criteria for Black PU Conveyor Belts
When selecting a black PU conveyor belt, consider the following factors:
- Static and dynamic load capacity to determine required belt strength and thickness
- Operating environment: temperature, chemicals, humidity, abrasive dust
- Required coefficient of friction
- Cleaning and hygiene requirements
- Suitable belt joining methods for maintenance conditions
- Expected service life and Life Cycle Cost (LCC)
Reliable Supplier of Black PU Conveyor Belts
Stable motion, durable performance, and compliance with international safety standards – Black PU conveyor belts from Belota are the ideal choice for modern manufacturing facilities. We are committed to delivering:
✅ Genuine, durable quality – Premium materials, stable operation
✅ Optimized performance – Reduced friction and wear, cost savings
✅ Flexible design – Customizable length, width, surface type, tensile strength, and elevation
✅ Safety & hygiene – Suitable for food, pharmaceutical, and electronics industries
✅ Expert consultation – Tailored solutions for your production line
✅ Fast installation & maintenance – Nationwide support with transparent processes
✅ Chemical & heat resistance – Reliable operation in demanding industrial environments
✅ Long-term efficiency – Extended lifespan, reduced operating costs
✅ Custom fabrication – Easy integration with all conveyor systems
📞 Contact Belota now at +84 917 657 946 to receive professional consultation and the most suitable conveyor solution for your production line.
See more: PU Conveyor Belt Price List 2025 – Design Consultation & Quotation