Băng tải bị lệch là sự cố thường gặp trong quá trình vận hành, gây ảnh hưởng trực tiếp đến hiệu suất sản xuất, làm tăng hao mòn dây băng và thậm chí dẫn đến hư hỏng thiết bị. Bài viết này được Belota xây dựng nhằm cung cấp hướng dẫn chuyên sâu về cách chỉnh băng tải bị lệch trong môi trường vận hành thực tế. Nội dung làm rõ các rủi ro như mài mòn dây băng, hư hỏng thiết bị và gián đoạn sản xuất. Trên cơ sở đó, Belota đề xuất quy trình chẩn đoán và hiệu chỉnh chi tiết cho từng bộ phận như con lăn và hệ thống căng băng.
Các dấu hiệu nhận biết sớm tình trạng lệch băng tải trong vận hành
Dấu hiệu nhận biết qua quan sát trực quan
- Mép dây băng bị sờn hoặc mài mòn: Đây là dấu hiệu điển hình cho thấy dây băng đang cọ xát vào khung sườn hoặc các bộ phận cố định trong hệ thống.
- Vật liệu rơi vãi tại hai bên mép dây: Khi dây không nằm đúng tâm, vật liệu có xu hướng lệch dòng, dẫn đến tràn hoặc rơi ra ngoài trong quá trình vận chuyển.
- Xuất hiện vết mòn hoặc bề mặt bóng trên khung sườn: Các vết tiếp xúc lặp lại giữa dây băng và kết cấu khung sẽ để lại dấu vết vật lý rõ rệt theo thời gian.
- Sai lệch vị trí dây so với tâm hệ thống: Có thể nhận biết nhanh thông qua việc so sánh mép dây với các mốc cố định trên khung, giúp phát hiện sớm các sai lệch nhỏ.

Băng tải bị lệch chạy không đồng tâm, khiến băng tải mau hư hỏng
Dấu hiệu về âm thanh và nhiệt độ
- Phát sinh tiếng động bất thường: Các âm thanh như tiếng cọ xát hoặc tiếng ồn từ vòng bi con lăn thường là dấu hiệu cảnh báo hệ thống đang vận hành lệch tâm. Đối với băng tải xích, tiếng va đập giữa mắt xích và ray dẫn hướng cũng là một chỉ báo cần được kiểm tra kịp thời.
- Nhiệt độ con lăn tăng cao cục bộ: Con lăn bị kẹt hoặc mòn không đều sẽ làm gia tăng ma sát, dẫn đến hiện tượng lệch dây. Có thể sử dụng thiết bị đo nhiệt hồng ngoại để phát hiện các điểm nóng bất thường.
Chỉ số vận hành hệ thống
Mức tiêu thụ điện năng tăng nhẹ: Ngay cả khi độ lệch nhỏ (dưới 5 mm), ma sát gia tăng cũng khiến động cơ hoạt động với tải lớn hơn, kéo theo mức tiêu thụ điện năng tăng.
Dấu hiệu theo chu kỳ và điều kiện tải
- Lệch theo chu kỳ lặp lại: Nếu một vị trí trên dây luôn bị lệch khi đi qua cùng một điểm, nguyên nhân thường đến từ mối nối không vuông hoặc lỗi hình học của dây (camber).
- Lệch khi có tải: Trường hợp dây chỉ lệch khi bắt đầu cấp liệu thường liên quan đến việc nạp liệu không đồng tâm hoặc sai lệch vị trí phễu nạp.
Phân loại mức độ lệch và hậu quả
Dựa trên các dấu hiệu nhận biết ở trên, tình trạng lệch băng tải có thể được phân loại theo mức độ như sau:
| Mức độ lệch | Độ lệch so với tâm | Dấu hiệu nhận biết | Ảnh hưởng đến thiết bị | Ảnh hưởng vận hành | Mức độ rủi ro |
|---|---|---|---|---|---|
| Lệch nhẹ | < 5 mm | Khó nhận biết bằng mắt; mép băng mòn nhẹ | Mài mòn chậm, tăng ma sát nhẹ tại con lăn | Điện năng tăng nhẹ, hiệu suất gần như không đổi | Thấp |
| Lệch trung bình | 5 – 25 mm | Lệch thấy rõ; có tiếng cọ xát; vật liệu dồn lệch | Mòn không đều con lăn; tăng tải vòng bi; nguy cơ hỏng rulo | Ảnh hưởng chất lượng; tăng nguy cơ dừng máy | Trung bình |
| Lệch nghiêm trọng | > 25 mm | Băng cạ mạnh vào khung; tiếng ồn lớn, rung; rơi vãi vật liệu | Rách băng; hỏng con lăn; biến dạng khung | Dừng máy đột ngột; mất an toàn lao động | Cao (cần dừng máy ngay) |
Các nguyên nhân phổ biến khi băng tải bị lệch
Tình trạng lệch băng tải có thể xuất phát từ nhiều yếu tố liên quan đến thiết bị, vận hành và bản thân dây băng. Việc phân loại đúng nhóm nguyên nhân giúp tối ưu thời gian xử lý.
| Nhóm nguyên nhân | Nguyên nhân cụ thể | Mô tả |
|---|---|---|
| Cơ khí | Tang trống (rulo), con lăn | Lắp không vuông góc, lệch trục, hư vòng bi; con lăn mòn hoặc kẹt gây lệch hướng |
| Bám dính vật liệu | Bụi, vật liệu bám làm thay đổi đường kính, gây lực kéo không đều | |
| Khung sườn, mặt bàn trượt | Bị cong vênh, biến dạng hoặc không phẳng | |
| Thiết bị dẫn hướng | Thiếu hoặc mòn con lăn dẫn hướng làm mất ổn định | |
| Vận hành & môi trường | Nạp liệu lệch tâm | Vật liệu cấp không đều, dồn về một phía |
| Điểm chuyển tiếp sai lệch | Vị trí chuyển tải không thẳng trục gây lệch dòng | |
| Môi trường làm việc | Bụi, dầu, gió, nhiệt độ ảnh hưởng ma sát và độ giãn | |
| Thiết kế hệ thống | Băng tải nghiêng khiến vật liệu bị lệch do trọng lực | |
| Dây băng | Mối nối không chuẩn | Không vuông góc gây lệch theo chu kỳ |
| Lỗi hình học (camber) | Dây bị cắt lệch, giãn không đồng nhất | |
| Lực căng không phù hợp | Quá thấp gây trượt, quá cao làm khuếch đại sai lệch | |
| Lão hóa vật liệu | Dây cứng, biến dạng không đều theo thời gian |
Checklist kiểm tra trước khi chỉnh băng tải
Quan sát khi vận hành (trạng thái động)
Đây là bước giúp khoanh vùng nguyên nhân ban đầu. Theo dõi băng tải chạy ít nhất vài vòng để xác định quy luật lệch
Ghi nhận:
- Băng lệch sang trái hay phải
- Lệch liên tục hay theo chu kỳ
- Mức độ lệch ổn định hay thay đổi
So sánh trạng thái có tải và không tải:
- Lệch khi có tải → nghi ngờ lỗi nạp liệu hoặc thiết kế
- Lệch cả khi không tải → nghi ngờ lỗi cơ khí
- Có thể đánh dấu mép băng để theo dõi hướng dịch chuyển
Kiểm tra cơ khí (trạng thái dừng)
Đảm bảo an toàn trước khi kiểm tra bằng cách thực hiện Lockout/Tagout (LOTO) trước khi thao tác
- Kiểm tra rulo và con lăn:
- Có vuông góc không
- Có lệch trục không
- Vòng bi có bị kẹt hoặc hư không
- Kiểm tra khung sườn và mặt trượt:
- Có cong vênh, lệch hoặc không phẳng không
- Kiểm tra bám dính vật liệu trên con lăn
Kết luận: Lệch khi không tải → thường do nhóm cơ khí

Xử lý băng tải bị lệch kịp thời giúp bảo vệ thiết bị
Kiểm tra dây băng
Đây là nhóm lỗi gây lệch theo chu kỳ hoặc khó phát hiện.
- Kiểm tra mối nối: có vuông góc hay bị lệch
- Kiểm tra camber (lỗi hình học của dây): dây bị lệch cạnh hoặc giãn không đều
- Quan sát mép băng: có mòn, rách hoặc biến dạng không
- Kiểm tra độ căng dây:
- Quá lỏng → trượt, mất ổn định
- Quá căng → khuếch đại sai lệch
Kết luận nhanh: Lệch theo chu kỳ → nghi mối nối hoặc camber
Kiểm tra vận hành & môi trường
Nhóm lỗi liên quan đến cách cấp liệu và điều kiện làm việc.
- Nạp liệu có bị lệch tâm không
- Điểm chuyển tải có thẳng trục không
- Băng có bị ảnh hưởng bởi gió, bụi, dầu hoặc nhiệt độ không
- Hệ thống có thiết kế nghiêng khiến vật liệu trôi lệch không
Kết luận nhanh: Lệch khi có tải → thường do nạp liệu hoặc thiết kế hệ thống
Đo đạc và ghi nhận
Bước cuối để tránh phán đoán cảm tính.
- Đo khoảng cách mép băng đến khung tại nhiều vị trí
- Ghi lại điểm lệch rõ nhất
- So sánh dữ liệu khi chạy tải / không tải
- Xác định nguyên nhân theo dấu hiệu tổng hợp
Quy tắc chẩn đoán nhanh
- Lệch khi KHÔNG tải → lỗi cơ khí (rulo, khung, con lăn)
- Lệch khi CÓ tải → lỗi nạp liệu hoặc thiết kế hệ thống
- Lệch theo chu kỳ → lỗi mối nối hoặc camber dây
- Lệch tăng dần theo thời gian → bám dính hoặc lão hóa dây
Các dụng cụ cần thiết trước khi căn chỉnh băng tải bị lệch
Để quá trình căn chỉnh băng tải đạt hiệu quả và đảm bảo an toàn, kỹ thuật viên cần chuẩn bị đầy đủ dụng cụ đo kiểm và thiết bị hỗ trợ trước khi can thiệp.

Bộ dụng cụ hỗ trợ điều chỉnh băng tải bị lệch
Dụng cụ đo kiểm cơ bản
- Thước dây, thước thẳng: dùng để đo khoảng cách, kiểm tra độ lệch tâm và vị trí băng so với khung
- Thước vuông (ke vuông): kiểm tra độ vuông góc của rulo và con lăn
- Nivo (thước thủy): kiểm tra độ cân bằng của khung sườn và rulo
- Dây căng chuẩn (dây cước): dùng để kiểm tra độ thẳng hàng toàn tuyến
Thiết bị kiểm tra chuyên dụng
- Máy đo nhiệt hồng ngoại: phát hiện điểm nóng bất thường tại con lăn, vòng bi
- Thiết bị đo tốc độ/laser (nếu có): kiểm tra vận tốc băng và phát hiện sai lệch vận hành
- Dụng cụ đo lực căng: đánh giá tình trạng lực căng của dây băng
Dụng cụ cơ khí phục vụ điều chỉnh
- Bộ cờ lê, mỏ lết: tháo/lắp và điều chỉnh gối đỡ, con lăn, rulo
- Cờ lê lực: siết bu lông đúng tiêu chuẩn kỹ thuật
- Tấm căn chỉnh: chêm chỉnh độ cao, vị trí gối đỡ
- Búa cao su: hỗ trợ căn chỉnh nhẹ, tránh làm biến dạng thiết bị
Dụng cụ hỗ trợ quan sát và đánh dấu
- Phấn hoặc bút đánh dấu: xác định vị trí lệch và theo dõi sự thay đổi
- Đèn pin: hỗ trợ kiểm tra các vị trí khuất
- Sổ ghi chép hoặc biểu mẫu kiểm tra: lưu lại dữ liệu trước và sau khi điều chỉnh
Trang bị an toàn bắt buộc
- Găng tay bảo hộ, giày bảo hộ
- Kính bảo hộ
- Thiết bị khóa an toàn (LOTO) để đảm bảo máy không khởi động ngoài ý muốn
Việc chuẩn bị đúng và đủ dụng cụ không chỉ giúp quá trình căn chỉnh diễn ra nhanh chóng, chính xác mà còn đảm bảo an toàn và hạn chế sai sót trong vận hành sau điều chỉnh.
Quy trình cách chỉnh băng tải bị lệch chi tiết từng bước
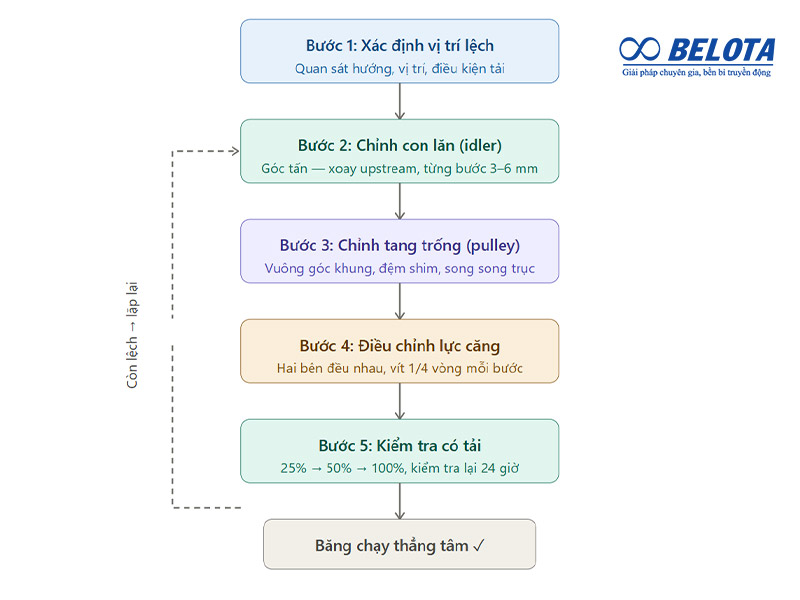
Quy trình chuẩn cách chỉnh băng tải bị lệch
Bước 1: Xác định vị trí và hành vi lệch
Trước khi can thiệp, cần quan sát và ghi nhận chính xác hướng lệch, vị trí và điều kiện vận hành (có tải/không tải).
Nguyên tắc quan sát:
- Quan sát dọc theo toàn bộ chiều dài băng để đánh giá tổng thể
- Đánh dấu vị trí lệch lớn nhất để theo dõi
- Xác định hướng lệch (trái/phải theo chiều chạy) và vị trí (đầu, giữa, cuối)
Nguyên tắc “ngược chiều nguyên nhân”: Lệch tại một vị trí thường do bộ phận phía trước (theo chiều chuyển động) gây ra.
Kiểm tra bổ sung:
- Tốc độ băng có ổn định không
- Dòng cấp liệu có bị lệch tâm
- Mặt dưới băng có mòn lệch một bên
- Tang trống có mòn không đều

Xác định hướng lệch băng tải trước khi điều chỉnh
Bước 2: Căn chỉnh con lăn (idler)
Con lăn là vị trí ưu tiên điều chỉnh trước vì dễ thao tác và ảnh hưởng trực tiếp.
Nguyên tắc: Dịch con lăn về phía băng bị lệch để tạo lực dẫn hướng đưa băng về tâm.
Quy trình:
- Chọn 1–2 con lăn phía trước điểm lệch (ngược chiều chạy)
- Nới lỏng bulong hai đầu trục
- Dịch một đầu con lăn về phía trước theo chiều băng
Ví dụ: Băng lệch phải → dịch đầu phải con lăn về phía trước
- Mỗi lần chỉnh 3–6 mm
- Siết lại và chạy thử vài phút để đánh giá
- Lặp lại từng bước nhỏ đến khi ổn định
Lưu ý: Không điều chỉnh nhiều con lăn cùng lúc.
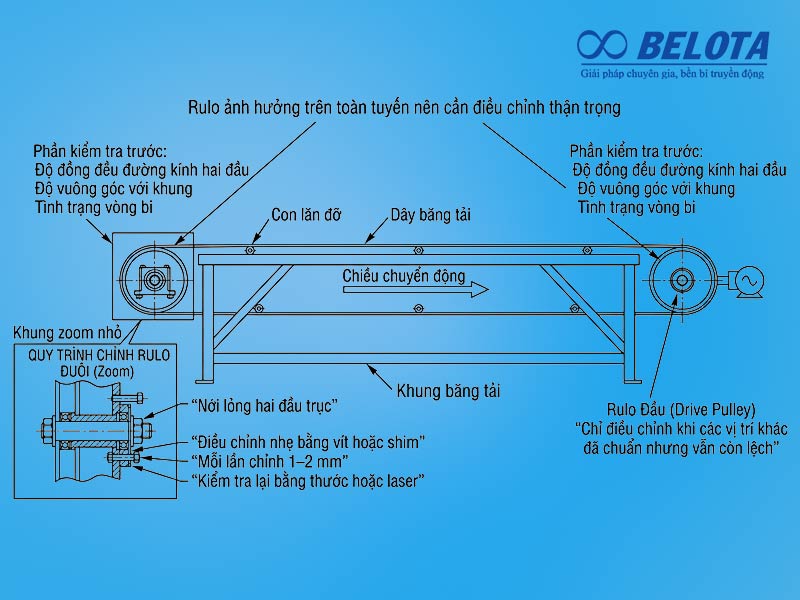
Bước 3: Căn chỉnh rulo
Rulo ảnh hưởng trên toàn tuyến nên cần điều chỉnh thận trọng.
Kiểm tra trước:
- Độ đồng đều đường kính hai đầu
- Độ vuông góc với khung
- Tình trạng vòng bi
Quy trình chỉnh rulo đuôi:
- Nới lỏng hai đầu trục
- Điều chỉnh nhẹ bằng vít hoặc shim
- Mỗi lần chỉnh 1–2 mm
- Kiểm tra lại bằng thước hoặc laser
Rulo đầu (drive pulley): Chỉ điều chỉnh khi các vị trí khác đã chuẩn nhưng vẫn còn lệch.
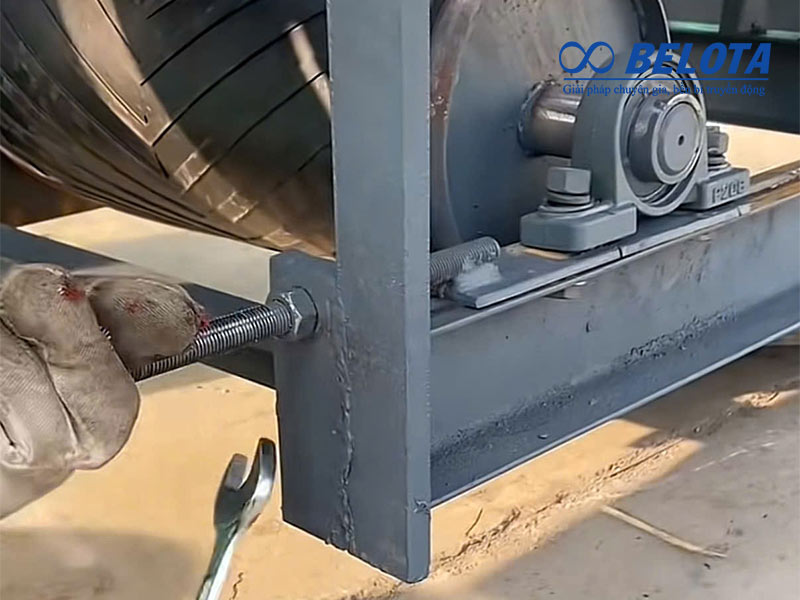
Nới lỏng bulong để điều chỉnh băng tải
Bước 4: Kiểm tra và điều chỉnh lực căng
Cơ cấu căng băng tải giữ vai trò quan trọng vì lực căng ảnh hưởng trực tiếp đến độ ổn định của băng.
Nguyên tắc:
- Quá thấp → băng trượt, lệch không ổn định
- Quá cao → tăng mài mòn, ảnh hưởng vòng bi
- Hai bên không đều → gây lệch trực tiếp
Kiểm tra:
- Độ võng khoảng 1–2% nhịp con lăn
- Hoặc đo bằng thiết bị chuyên dụng
Điều chỉnh:
- Căng bên đối diện hướng lệch
- Mỗi lần chỉnh nhỏ (≤ 1/4 vòng vít)
- Kiểm tra lại sau mỗi lần chỉnh
Kiểm tra tình trạng của rulo trước khi hiệu chỉnh
Bước 5: Kiểm tra khi có tải
Sau khi chỉnh cơ khí, cần đánh giá trong điều kiện thực tế.
Quy trình:
- Chạy từ 25–50% tải → tăng dần đến tải đầy
- Kiểm tra điểm cấp liệu có đúng tâm
- Quan sát vị trí băng trên rulo và tiếng ồn hệ thống
- Chạy ổn định 5–10 phút trước khi đánh giá
- Ghi nhận vị trí còn lệch để tinh chỉnh
Kiểm tra lại sau vận hành: Sau 1 ca làm việc, kiểm tra lại vì hệ thống có thể tự ổn định lại vị trí.

Kỹ thuật viên kiểm tra độ căng băng tải sau khi điều chỉnh
Các giải pháp kỹ thuật bổ trợ
Giải pháp trên hệ thống băng tải
- Gia công tang trống (Crowning): Tang trống được gia công sao cho phần giữa lớn hơn hai đầu khoảng 1%. Nhờ đó băng tải có xu hướng tự chạy về giữa.
- Con lăn dẫn hướng (Tracking roller): Con lăn dùng lực ma sát để điều chỉnh hướng chạy của băng. Thường đặt gần tang trống chủ động hoặc tang trống hồi, với góc ôm khoảng 30 độ.
- Tang tì chỉnh hướng (Snub pulley): Tang tì được lắp nghiêng khoảng 6 độ để tạo lực đẩy băng về tâm, giúp ổn định hướng chạy.
- Cụm con lăn lòng máng điều chỉnh (Trough assembly): Con lăn được lắp nghiêng nhẹ khoảng 4 độ (toe-in) để giữ băng ổn định, phù hợp hệ thống chạy một chiều.
- Thanh dẫn hướng dạng V: Dùng cho băng phẳng hoặc tải nặng, giúp tăng khả năng giữ ổn định hướng chạy. Nguyên lý dẫn hướng này cũng được ứng dụng trên một số hệ thống băng tải con lăn tích lũy hoặc băng tải con lăn chuyển hướng để đảm bảo hàng hóa di chuyển đúng quỹ đạo.
-
Con lăn cạnh / thanh dẫn hướng cạnh: Chỉ nên dùng tạm thời khi băng có độ ổn định cao. Nếu dùng lâu có thể làm mòn hoặc hư cạnh băng.

Băng tải được dán gân dẫn hướng khắc phục hiện tượng lệch băng tải
Giải pháp tác động lên dây băng
- Dây hoặc thanh dẫn hướng (Guide strip / Guide rope): Được gắn dưới mặt băng với dạng chữ V, vuông hoặc chữ nhật. Giúp băng chạy đúng tâm, đặc biệt hiệu quả với băng ngắn, băng rộng hoặc hệ thống chạy hai chiều. Lưu ý quan trọng: chỉ sử dụng trên mặt bàn trượt (slider bed), không dùng trên tang trống.
- Cân chỉnh động (Dynamic tracking): Sử dụng con lăn phẳng đặt dưới băng, thường cách tang trống hồi khoảng 2 mét. Giúp băng tự ổn định khi vận hành.
- Hệ thống tự động (Automatic tracking): Sử dụng cảm biến kết hợp cơ cấu điều chỉnh để tự động giữ băng chạy đúng tâm. Hệ thống có thể điều chỉnh bằng ma sát hoặc thay đổi lực căng.
Bảo trì định kỳ giúp ngăn ngừa băng tải chạy lệch
Bảo trì định kỳ rất quan trọng trong việc ngăn chặn băng tải bị lệch, vì nhiều sự cố thường chỉ được phát hiện khi đã xảy ra. Dưới đây là các hạng mục chính cần kiểm tra:
1. Vệ sinh hệ thống (ưu tiên hàng đầu)
- Làm sạch tang trống và con lăn để tránh bám bẩn gây thay đổi ma sát và tạo sai lệch hướng chạy
- Vệ sinh mặt bàn trượt để đảm bảo bề mặt phẳng và ma sát đồng đều
- Vệ sinh bộ phận gạt và chổi để duy trì tiếp xúc ổn định hai bên
2. Kiểm tra bộ phận quay
- Kiểm tra vòng bi tang trống và con lăn để phát hiện mòn, kẹt hoặc hư hỏng
- Kiểm tra độ thẳng hàng của tang trống và con lăn so với khung sườn
- Kiểm tra biến dạng tang trống do lực căng hoặc kết cấu yếu
3. Kiểm tra dây băng
- Kiểm tra lực căng: không quá lỏng gây trượt, không quá căng gây lệch và hư hỏng
- Kiểm tra độ mòn và độ dày không đều của dây
- Kiểm tra mối nối để đảm bảo vuông góc và không gây lệch theo chu kỳ
4. Kiểm tra bộ phận dẫn hướng
- Kiểm tra độ côn (crowned pulley) có còn đúng thông số thiết kế
- Kiểm tra con lăn dẫn hướng về độ ma sát và khả năng hoạt động ổn định
- Nếu có dây dẫn hướng, đảm bảo chạy đúng rãnh và không dùng sai vị trí (không dẫn hướng trên tang trống)
5. Kiểm tra điều kiện vận hành
- Đảm bảo nạp liệu luôn vào đúng tâm băng tải
- Kiểm tra các điểm chuyển tiếp để tránh lệch dòng vật liệu
- Kiểm tra hệ thống cảm biến hoặc dẫn hướng tự động (nếu có)
Câu hỏi thường gặp?
Câu hỏi 1: Tại sao băng tải chỉ bị lệch khi có tải (đang vận hành cấp liệu)?
Trả lời: Hiện tượng này thường do hai nguyên nhân chính:
- Nạp liệu lệch tâm: Vật liệu đổ xuống không rơi vào chính giữa dây băng, tạo lực đẩy sang một bên.
- Điểm chuyển tiếp bị lệch: Phễu nạp hoặc máng dẫn hướng không thẳng trục với hệ thống băng tải. Giải pháp: Cần điều chỉnh lại vị trí phễu nạp để đảm bảo vật liệu rơi đúng tâm dây băng.
Câu hỏi 2: Có nên siết lực căng thật chặt để băng tải không bị lệch không?
Trả lời: Không. Việc tăng lực căng quá mức không giải quyết được gốc rễ vấn đề mà còn làm tăng áp lực lên vòng bi, rulo và khiến dây băng nhanh bị giãn hoặc rách. Lực căng chỉ nên vừa đủ để dây không bị trượt trên rulo đầu
Câu hỏi 3: Khi nào cần phải thay thế dây băng tải mới thay vì tiếp tục căn chỉnh?
Trả lời: Bạn nên thay mới khi dây băng có các dấu hiệu:
- Mối nối bị bong tróc hoặc không còn vuông góc mặc dù đã làm lại nhiều lần.
- Dây bị lỗi hình học (camber) quá nặng – tức là dây bản thân nó bị cong theo hình cánh cung.
- Mép dây bị tước, sờn nghiêm trọng ảnh hưởng đến cấu trúc chịu lực của lớp bố.
Câu hỏi 4: Chỉnh băng tải bị lệch mất bao lâu để thấy kết quả ổn định?
Trả lời: Sau mỗi lần điều chỉnh nhỏ (khoảng 3-6mm), bạn cần để băng tải chạy thử ít nhất 2 đến 3 vòng toàn bộ chiều dài để dây có đủ thời gian phản hồi với sự thay đổi của cơ khí. Tránh điều chỉnh liên tục nhiều vị trí cùng lúc vì sẽ khó xác định nguyên nhân gây lỗi.
Kết luận
Bài viết đã tổng hợp đầy đủ nguyên nhân, dấu hiệu và quy trình cách chỉnh băng tải bị lệch theo hướng kỹ thuật và dễ áp dụng thực tế. Việc tuân thủ đúng nguyên tắc căn chỉnh và bảo trì định kỳ sẽ giúp hệ thống vận hành ổn định, giảm chi phí và hạn chế sự cố phát sinh. Đối với doanh nghiệp cần tư vấn chuyên sâu hoặc giải pháp tối ưu, Belota sẵn sàng đồng hành từ khảo sát đến triển khai thực tế. Liên hệ Belota để được hỗ trợ nhanh chóng và phù hợp với từng hệ thống.