Kỹ thuật căn chỉnh độ căng ban đầu cho băng tải là bước quan trọng giúp hệ thống vận hành ổn định, hạn chế trượt băng, lệch băng và giảm chi phí bảo trì ngoài kế hoạch. Tuy nhiên, độ căng ban đầu không có một giá trị cố định mà cần được thiết lập theo đúng vật liệu lớp chịu lực và điều kiện vận hành thực tế. Hiểu đúng nguyên lý và áp dụng đúng phương pháp căn chỉnh sẽ giúp doanh nghiệp tối ưu hiệu suất và kéo dài tuổi thọ toàn bộ hệ thống băng tải.
Độ căng ban đầu là gì?
Độ căng ban đầu là mức kéo giãn có kiểm soát được tạo ra trên băng tải trước khi vận hành, nhằm thiết lập lực căng sơ bộ để hệ thống đạt trạng thái làm việc ổn định ngay từ đầu.
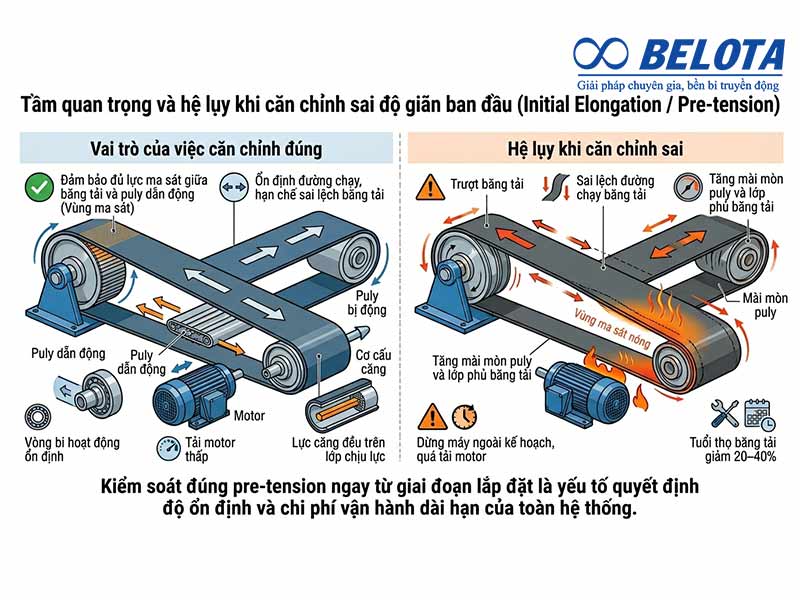
Vai trò chính:
-
Đảm bảo lực ma sát đủ giữa băng tải và pulley dẫn động
-
Ổn định hướng chạy, hạn chế lệch băng
-
Phân bố lực đồng đều trên lớp chịu lực
-
Giảm tải cho motor, pulley và vòng bi
Hệ lụy khi căn chỉnh sai:
- Gây trượt băng, giảm hiệu suất truyền động
- Gây lệch băng và làm mòn mép
- Tăng mài mòn pulley và lớp phủ mặt băng
- Tăng số lần dừng máy ngoài kế hoạch
- Rút ngắn tuổi thọ băng tải từ 20 - 40% so với thiết kế.
Trong kỹ thuật băng tải, cần phân biệt 3 thông số:
- Độ căng ban đầu (ε₀): độ biến dạng tĩnh được thiết lập trong quá trình lắp đặt
- Lực căng làm việc (Working Tension): lực căng duy trì khi hệ thống vận hành ổn định
- Lực căng động (Dynamic Tension): lực căng biến thiên khi khởi động, dừng máy hoặc chịu tải xung lực
Độ căng ban đầu là mức kéo giãn có kiểm soát được tạo ra trên băng tải trước khi vận hành
Các yếu tố ảnh hưởng đến độ căng ban đầu của băng tải
Độ căng ban đầu không có một giá trị cố định cho mọi hệ thống. Thông số này phụ thuộc vào nhiều yếu tố kỹ thuật, trong đó quan trọng nhất là vật liệu lớp chịu lực, chiều dài băng tải và điều kiện vận hành thực tế.
Vật liệu lớp chịu lực
Lớp chịu lực (Tension Member) quyết định trực tiếp khả năng đàn hồi và mức độ giãn cho phép của băng tải.
Vải Polyester (Polyester Fabric): mô đun đàn hồi trung bình, độ giãn thấp, khả năng hồi phục tốt; phù hợp đa số ứng dụng công nghiệp tiêu chuẩn.
Vải Polyamide (Polyamide Fabric / Nylon): Độ đàn hồi cao hơn Polyester, dễ phát sinh creep (giãn dư), thường yêu cầu lực căng ban đầu lớn hơn.
Aramid (Kevlar): mô đun đàn hồi rất cao, gần như không có creep, phù hợp băng tải tải nặng, hành trình dài hoặc yêu cầu độ chính xác cao
Cáp thép (Steel Cord): độ cứng lớn nhất, sử dụng cho băng tải tải nặng hoặc băng tải nghiêng, lực căng phải cài đặt đúng theo catalogue nhà sản xuất.

Lớp chịu lực là yếu tố quan trọng ảnh hưởng đến độ giãn ban đầu của băng tải
Chiều dài băng tải
Chiều dài băng tải là yếu tố ảnh hưởng trực tiếp đến độ chính xác khi đo lực căng của dây băng. Trong thực tế, băng tải càng dài thì sai số tích lũy trong quá trình đo càng lớn do tác động của độ căng, tải trọng và điều kiện vận hành.
Đối với các hệ thống có chiều dài trên 20 m, nên sử dụng khoảng đo lớn hơn và kết hợp dụng cụ đo có độ chính xác cao để hạn chế sai lệch kết quả. Việc kiểm tra đúng chiều dài và lực căng phù hợp sẽ giúp hệ thống vận hành ổn định hơn, đồng thời giảm tình trạng lệch băng hoặc trượt băng tải trong quá trình sử dụng.
Điều kiện tải thực tế
Tải vận hành quyết định mức căng ban đầu cần thiết.
- Tải nhẹ: có thể chọn mức căng thấp
- Tải nặng: cần lực căng lớn hơn để tránh trượt
- Tải xung lực (tải thay đổi đột ngột hoặc phát sinh va đập mạnh trong quá trình cấp liệu): nên chọn mức căng ở ngưỡng cao để ổn định hệ thống.
Nhiệt độ môi trường
Khi làm việc trong môi trường nhiệt độ cao, đặc biệt trên 60°C, dây băng thường có xu hướng giãn thêm, dẫn đến thay đổi lực căng và làm tăng nguy cơ lệch hoặc trượt băng tải. Vì vậy, sau chu kỳ vận hành đầu tiên, hệ thống nên được kiểm tra và hiệu chỉnh lại lực căng để đảm bảo hoạt động ổn định.
Yếu tố này đặc biệt quan trọng đối với các dòng băng tải PVC, PU và Polyamide do những vật liệu này nhạy cảm hơn với sự thay đổi nhiệt độ trong môi trường sản xuất thực tế.
Thông số độ căng ban đầu khuyến nghị theo vật liệu lớp chịu lực
Độ căng ban đầu cần được thiết lập theo đúng đặc tính của lớp chịu lực. Mỗi loại vật liệu có mô đun đàn hồi và khả năng phục hồi khác nhau, vì vậy giá trị khuyến nghị cũng khác nhau.
| Vật liệu lớp chịu lực (Tension Member) | Độ căng ban đầu tối thiểu (ε₀ min) | Độ căng ban đầu tối đa (ε₀ max) |
|---|---|---|
| Vải Polyester (Polyester Fabric) | 0,3% | ~1,0% |
| Vải Polyamide (Polyamide Fabric) | 0,5% | ~1,5% |
| Aramid (Kevlar) | 0,2% | 0,6% |
| Cáp thép (Steel Cord) | Theo catalogue | Theo catalogue |
Lưu ý kỹ thuật:
- Giá trị trên là mức tham khảo, cần đối chiếu với catalogue từng hãng.
- Với hệ thống tải nặng hoặc tải xung lực, nên chọn ε₀ ở ngưỡng cao của dải khuyến nghị.
- Với băng tải chính xác cao, ưu tiên mức căng thấp để hạn chế biến dạng vật liệu.

Mỗi loại vật liệu có mô đun đàn hồi và khả năng phục hồi khác nhau
Phương pháp đánh dấu để căn chỉnh độ căng ban đầu cho băng tải
Nguyên lý phương pháp đánh dấu
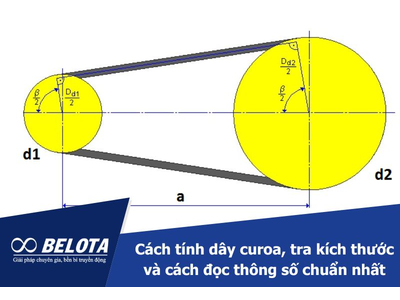
Phương pháp đánh dấu là cách đo trực tiếp độ giãn của băng tải thông qua sự thay đổi khoảng cách giữa hai điểm mốc trên bề mặt băng trước và sau khi tăng lực căng.
Cụ thể, khi thiết bị tăng chỉnh kéo giãn băng tải, khoảng cách giữa hai vạch đã đánh dấu sẽ tăng lên. Việc đạt được lực căng đúng yêu cầu chính là việc làm cho khoảng cách này đạt đến một con số cụ thể đã được tính toán trước.
Công thức tính độ giãn:
L₁ = L₀ + (L₀ × ε₀)
Trong đó:
- L₀: khoảng cách ban đầu khi băng ở trạng thái nghỉ
- L₁: khoảng cách sau khi tăng lực căng
Khoảng cách đánh dấu tiêu chuẩn
- 1000 mm: tiêu chuẩn cho đa số hệ thống
- 500 mm: băng tải ngắn (<3 m)
- 400 mm: băng tải mini (<1 m)
Nguyên tắc: Khoảng cách đo càng dài, sai số tương đối càng thấp, kết quả càng chính xác.
Quy trình căn chỉnh độ căng ban đầu cho băng tải
Áp dụng phương pháp đánh dấu để căn chỉnh độ căng ban đầu cho băng tải bạn cần làm theo các bước sau:
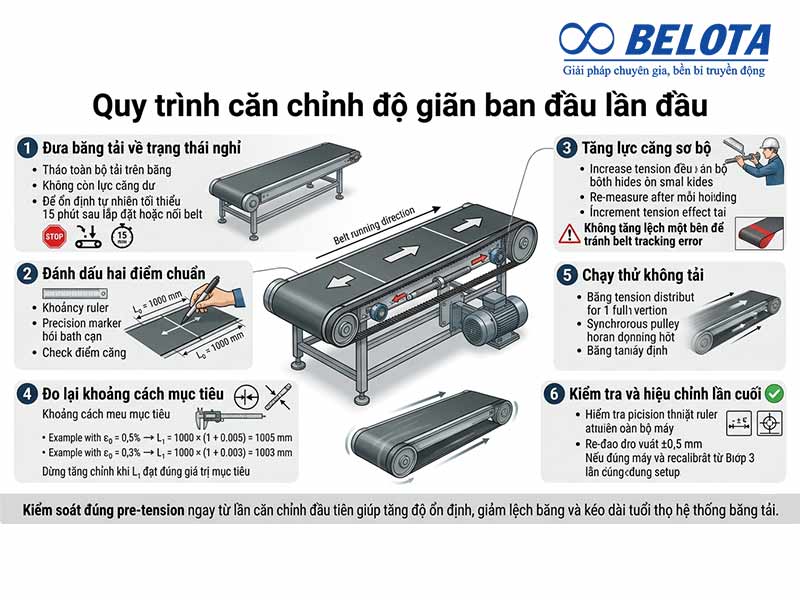
Quy trình căn chỉnh độ căng ban đầu cho băng tải
Bước 1: Đưa băng tải về trạng thái nghỉ
Trước khi đo, cần tháo toàn bộ vật liệu và nới lỏng tăng đưa để hệ thống trở về trạng thái không tải. Đồng thời kiểm tra để đảm bảo băng không còn lực căng dư từ quá trình vận hành trước đó.
Với băng tải mới lắp hoặc vừa nối xong, nên để hệ thống ổn định tự nhiên khoảng 15 phút rồi mới tiến hành căn chỉnh để kết quả chính xác hơn.
Bước 2: Đánh dấu hai điểm chuẩn
Dùng bút đánh dấu hai vạch vuông góc với chiều chạy của băng tải. Khoảng cách tiêu chuẩn giữa hai vạch thường chọn là L₀ = 1000 mm để dễ tính toán độ căng. Nên đánh dấu ở cả hai mép dây băng nhằm kiểm tra độ căng có đồng đều hay không trong quá trình tăng chỉnh.
Bước 3: Tăng lực căng sơ bộ
Tiến hành tăng lực căng bằng vít tăng chỉnh hoặc bộ tăng đơ của hệ thống. Khi thao tác, cần chỉnh đều cả hai bên theo từng bước nhỏ và đo lại sau mỗi lần tăng. Việc tăng chỉnh được thực hiện thông qua cơ cấu tăng đưa hoặc cơ cấu căng băng tải để kéo giãn dây băng cho đến khi khoảng cách giữa hai vạch đạt đúng giá trị yêu cầu theo thông số thiết kế.
Ví dụ:
- Nếu yêu cầu độ căng ban đầu ε₀ = 0,5%, khoảng cách 1000 mm ban đầu cần tăng lên thành 1005 mm.
- Nếu ε₀ = 0,3%, khoảng cách sau khi tăng chỉnh sẽ đạt 1003 mm.
Trong quá trình thao tác, cần tăng lực căng từ từ và kiểm tra liên tục để tránh kéo căng vượt mức cho phép.
Lưu ý: Không tăng lệch một bên để tránh hiện tượng belt tracking error (lệch băng).
Bước 4: Chạy thử không tải
Sau khi căn chỉnh sơ bộ, nên cho hệ thống chạy không tải ít nhất một vòng hoàn chỉnh. Việc này giúp lực căng phân bố đều trên toàn bộ chu vi dây băng và hỗ trợ hệ thống ổn định hơn trước khi vận hành thực tế.
Bước 5: Kiểm tra và hiệu chỉnh lần cuối
Cuối cùng, dừng máy và đo lại khoảng cách giữa hai vạch đã đánh dấu. Nếu sai lệch vượt quá ±0,5 mm so với giá trị yêu cầu, cần thực hiện hiệu chỉnh lại từ bước tăng lực căng để đảm bảo độ chính xác trước khi đưa hệ thống vào hoạt động chính thức.
Sai lầm phổ biến khi căn chỉnh độ căng ban đầu
Căng băng theo cảm tính
Một trong những sai lầm phổ biến nhất khi căn chỉnh độ căng ban đầu là tăng lực căng dựa vào cảm tính thay vì đo bằng thông số thực tế. Nhiều trường hợp kỹ thuật viên chỉ quan sát bằng mắt hoặc kiểm tra độ căng bằng tay mà không sử dụng khoảng đo tiêu chuẩn, dẫn đến lực căng không đồng đều hoặc vượt quá mức cho phép.
Chỉ chỉnh một bên
Nhiều người khi tăng lực căng thường chỉ chỉnh một bên tăng đơ để thao tác nhanh hơn, tuy nhiên đây là nguyên nhân phổ biến khiến băng tải bị lệch trong quá trình vận hành. Khi lực căng giữa hai bên không đồng đều, dây băng sẽ có xu hướng chạy lệch về phía căng hơn, gây hiện tượng belt tracking error và làm mép băng nhanh mòn hoặc cạ vào khung máy.
Về lâu dài, tình trạng này còn ảnh hưởng đến pulley, con lăn và độ ổn định của toàn hệ thống. Vì vậy, trong quá trình căn chỉnh độ căng ban đầu, cần tăng lực căng đều cả hai bên theo từng bước nhỏ và kiểm tra liên tục để đảm bảo dây băng luôn cân bằng.
Không chạy thử sau khi chỉnh
Bỏ qua bước chạy thử khiến lực căng phân bố không đều không được phát hiện. Một số vật liệu như Polyamide (Nylon) có thể thay đổi độ giãn sau chu kỳ chạy đầu tiên.
Không tham chiếu catalogue nhà sản xuất
Mỗi nhà sản xuất như Habasit, Forbo, Ammeraal Beltech đều có thông số độ căng ban đầu riêng cho từng dòng băng. Áp dụng một giá trị chung cho mọi loại băng là sai nguyên tắc kỹ thuật.

Kỹ thuật viên cho máy chạy thử sau khi căng chỉnh độ giãn
Kiểm tra và bảo trì độ căng ban đầu sau lắp đặt
Sau khi căn chỉnh độ căng ban đầu, cần kiểm tra định kỳ để đảm bảo hệ thống vận hành ổn định.
Thời điểm nên kiểm tra lại lực căng băng tải
- Sau 24 giờ vận hành đầu tiên để đánh giá độ ổn định ban đầu của hệ thống
- Sau khoảng 1 tuần hoạt động nhằm kiểm tra hiện tượng căng dư của dây băng
- Định kỳ mỗi 3 - 6 tháng tùy theo tần suất sử dụng và môi trường vận hành
- Sau khi thay pulley, motor hoặc khi hệ thống gặp sự cố cơ khí liên quan đến truyền độngSau khi thay pulley, motor hoặc xảy ra sự cố cơ học.

Sau một thời gian sẽ kiểm tra lại độ căng ban đầu băng tải
Khuyến nghị kỹ thuật
- Tham chiếu catalogue nhà sản xuất: mỗi loại băng có thông số độ căng riêng
- Lưu hồ sơ lắp đặt: mã băng, ngày lắp, độ căng thực tế, nhiệt độ môi trường
- Đào tạo kỹ thuật viên: giúp chuẩn hóa thao tác và giảm lỗi tại hiện trường.
Câu hỏi thường gặp?
Tại sao cần chạy thử không tải sau khi căn chỉnh?
Trả lời: Chạy thử không tải giúp lực căng phân bố đều trên toàn bộ chiều dài và chu vi băng tải. Điều này đặc biệt quan trọng với các loại vật liệu có độ đàn hồi cao như Polyamide, giúp hệ thống ổn định trước khi đưa hàng hóa vào vận hành thực tế.
Việc căn chỉnh lệch một bên có gây ảnh hưởng ngay lập tức không?
Trả lời: Có thể bạn sẽ không thấy lỗi ngay lập tức, nhưng việc tăng lực căng không đều sẽ tạo ra mô-men xoắn sai lệch, khiến băng tải bị chạy lệch (belt tracking error). Theo thời gian, điều này làm mòn mép băng và hỏng cụm con lăn đỡ. Belota luôn khuyến nghị kỹ thuật viên phải đo kiểm tra đối xứng trên cả hai mép băng trong suốt quá trình tăng lực căng để đảm bảo băng chạy đồng tâm.
Nếu môi trường làm việc có nhiệt độ cao, Belota có lời khuyên gì khi căn chỉnh?
Trả lời:Trong môi trường nhiệt cao (>60°C), vật liệu băng tải (đặc biệt là PVC/PU) có xu hướng giãn nở nhiệt tự nhiên. Chuyên gia kỹ thuật Belota khuyên rằng bạn cần kiểm tra lại độ căng sau chu kỳ vận hành đầu tiên để bù trừ độ giãn dư này. Nếu không hiệu chỉnh, băng tải sẽ nhanh chóng bị lỏng, dẫn đến hiện tượng trượt trên pulley dẫn động.
Kết luận
Căn chỉnh độ căng ban đầu cho băng tải không chỉ đảm bảo hiệu suất vận hành mà còn quyết định độ bền của toàn bộ hệ thống băng tải. Để lựa chọn đúng loại băng và thiết lập đúng thông số kỹ thuật, hãy liên hệ Belota để nhận tư vấn kỹ thuật và báo giá nhanh chóng từ đội ngũ chuyên gia.