In today’s highly competitive food industry, building a standardized cake production process is no longer a competitive advantage - it is a fundamental requirement for maintaining quality, optimizing costs, and ensuring sustainable growth. In this context, conveyor systems play a critical role in connecting production stages, maintaining continuous operation, and complying with standards such as HACCP and ISO 22000.
This article is intended for confectionery manufacturers, large-scale F&B chains, and OEM/ODM factories looking to upgrade their production lines toward greater efficiency and professionalism.
Conveyor Systems for Optimizing Cake Production Lines
In industrial cake production, conveyor systems are essential for ensuring smooth workflow and continuous product flow. Below is a summary of production stages, conveyor types, and Belota’s solutions:
| Process Stage | Main Equipment | Belota Conveyor Type / Material | Technical Specifications & Features | Key Benefits |
|---|---|---|---|---|
| Mixing & Forming | Planetary mixer, dough extruder, cutting machine | PU conveyor belt (white/green) | Thickness 0.8–2.0 mm, FDA/HACCP compliant, oil-resistant, non-stick | Prevent contamination, ensure accurate portioning |
| Baking | Tunnel oven, rotary oven | Stainless steel 304 mesh / PTFE mesh | Heat resistance 200–260°C, customizable mesh size | Even heat distribution, uniform baking |
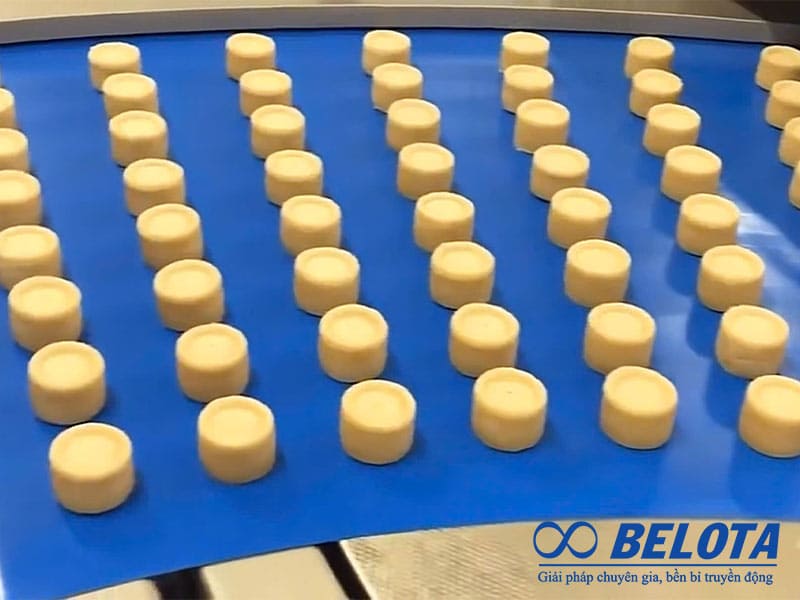
| Cooling | Cooling tower system | Modular plastic belt / spiral conveyor | High open area, PP/POM material, excellent airflow | Save up to 60% space, prevent moisture issues |
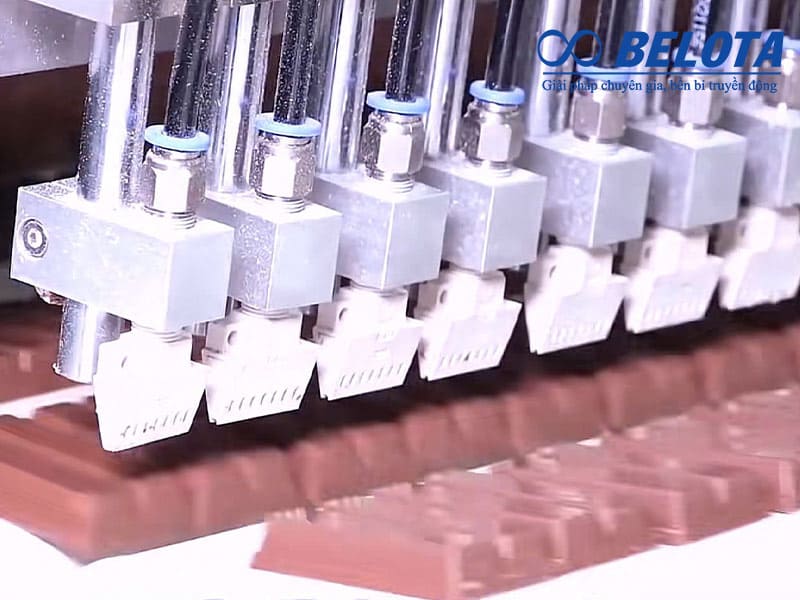
| Coating & Decorating | Cream depositor, topping machine, enrobing robot | Anti-slip PU belt / narrow belts | Smooth surface, easy cleaning, chemical-resistant | Maintain product appearance, easy sanitation |
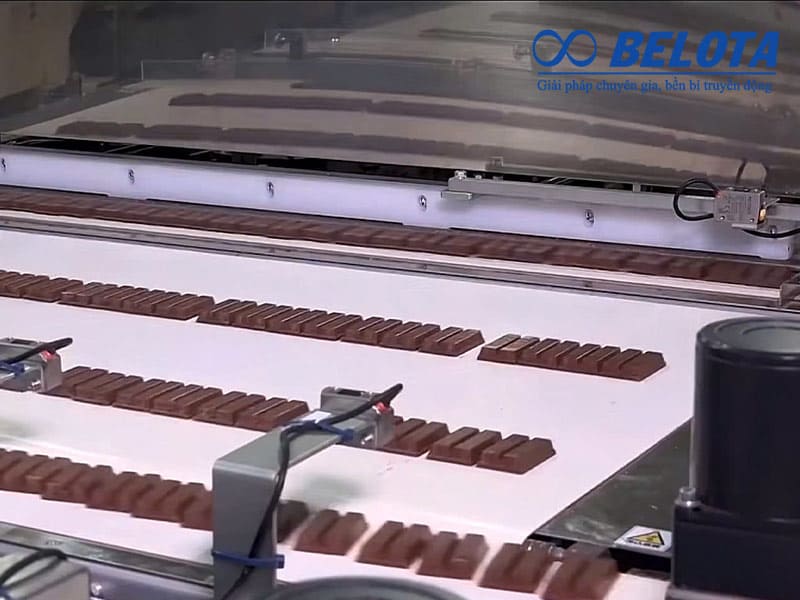
| Packaging | Flow wrap, vacuum packaging, cartoning | PVC conveyor belt, flat belt | High tensile strength, low friction, customizable | Stable high-speed operation, flexible movement |
| Quality Control | Metal detector, checkweigher | Non-metallic PU belt | Metal-free, high signal transparency | Ensure detection accuracy, eliminate contaminants |
All conveyor solutions above belong to Belota’s food-grade conveyor systems, designed to meet key industry standards:
- HACCP: Hazard control at critical points
- ISO 22000: Food safety management system
- GMP: Good manufacturing practices
- Internal QC/QA: Quality control at every stage
Applying these standards ensures effective risk control, consistent product quality, and compliance with strict requirements from distributors and export markets.
Raw Materials in Cake Production & Key Standards
Main Ingredients
Industrial cake production typically revolves around three main groups:
- Flour: All-purpose or cake flour (low protein) for soft texture
- Sugar & sweeteners: Refined sugar, palm sugar, erythritol, or stevia
- Eggs, milk, butter: Powdered eggs and anhydrous milk fat are preferred for consistency and storage
'
Additives & Improvers
Leavening agents, flavors, colorants, and preservatives help control structure, appearance, and shelf life. All additives must have proper certifications and batch-level quality control.
Material Selection Standards
Suppliers must ensure:
- Clear origin and traceability
- HACCP or ISO certification
- Stable quality across batches
Standard Cake Production Process: 8 Key Stages
Raw Material Inspection
Incoming materials are checked for quality and stored under controlled conditions.
Weighing & Dosing
Automated systems ensure precise measurements and consistent recipes.
Mixing
Controlled mixing time, speed, and sequence ensure uniform dough quality.
Forming
Dough is shaped using automated machines, supported by conveyor systems.
Baking
Tunnel or rotary ovens with PLC/SCADA control ensure consistent temperature.
Cooling
Spiral conveyors enable efficient cooling while saving space.

Decoration & Finishing
Automated systems apply toppings, fillings, and coatings.
Packaging
Conveyor systems transport products to automated packaging lines.

Trends in Cake Production Optimization
- Full automation
- IoT-based production monitoring
- Clean label production
- Energy and cost optimization
Benefits of Conveyor Systems in Cake Production
- Increased productivity and workflow efficiency
- Consistent product quality
- Reduced manual labor and operational errors
- Compliance with food safety standards
- Space optimization
- Reduced product loss and damage
- Easy integration and scalability
Frequently Asked Questions
Why use powdered eggs and butter instead of fresh ingredients?
They ensure consistency, longer shelf life, and easier automation.
How to prevent mold after packaging?
Proper cooling before packaging is essential to avoid condensation.
What standards must conveyor belts meet?
FDA/USDA compliance, non-stick surfaces, oil resistance, and easy cleaning.
What is the role of PLC/SCADA in baking?
It ensures precise temperature control for consistent product quality.
Conclusion
A standardized cake production process requires continuous monitoring and improvement. Investing in the right materials, equipment, and conveyor systems is key to building a strong foundation for long-term growth. If your business is planning to build or optimize a production line, Belota is ready to support you with consulting and implementation solutions tailored to your needs.







![Initial Belt Tension Adjustment Technique for Conveyor Belts [Detailed Guide]](https://belota.com.vn/image/initial-belt-tension-adjustment-technique-for-conveyor-belts-bg7bdsm.jpg?s=16)