Welcome! B74 Le Thi Rieng St., Thoi An Residential Area, Thoi An Ward, Ho Chi Minh City, Vietnam
Email: info@belota.com.vn
Hotline: 0917657946
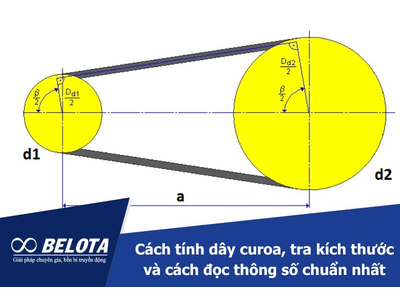
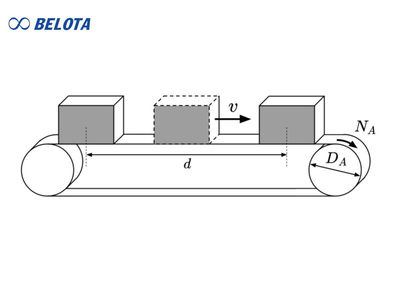
Determining the correct V-belt length is an important factor in ensuring stable transmission system operation, reducing slippage, and extending equipment lifespan. However, not everyone knows how to accurately calculate the belt size or correctly read the specifications printed on the belt.
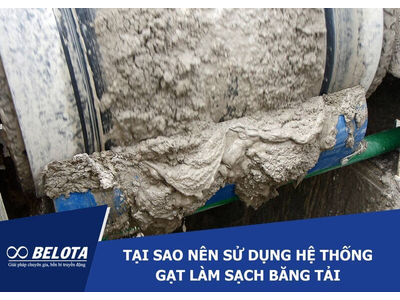
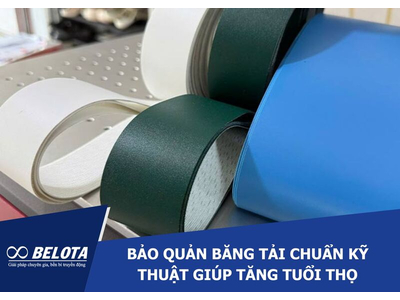
Store conveyor belts at 15–25°C (59–77°F) and 40–65% humidity in a clean, dry warehouse. Use protective packaging and keep away from acids, alkalis, and chemicals.
Service
Most viewed news
New Products
Category more
What are conveyor belts? What role do these products play in factories and manufacturing facilities? Let's explore this product category with Belota in the article below.
Xem chi tiếtA roller conveyor belt is a material handling system consisting of multiple rollers connected together to support and transport products in industrial environments. It is suitable for conveying goods ranging from light to heavy loads.
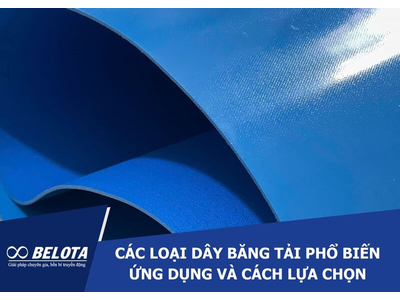
Xem chi tiếtPVC conveyor belts have become essential equipment across various production lines. They're the go-to solution for streamlining manufacturing and transportation processes. Let's break down what makes these systems tick and explore what's available in today's market.
Xem chi tiếtPU conveyor belts are widely used thanks to their high durability, excellent abrasion resistance, and strong chemical resistance. Follow Belota to learn more about the outstanding features of this material.
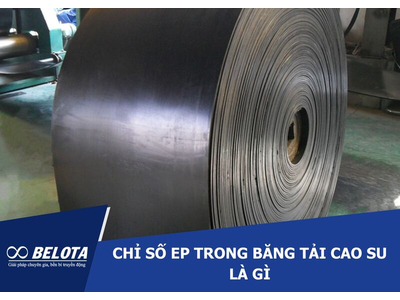
Xem chi tiếtRubber conveyor belts are widely chosen by many businesses thanks to their outstanding performance and ability to meet the demands of almost all industries, from mining, construction, and cement to food processing and airports
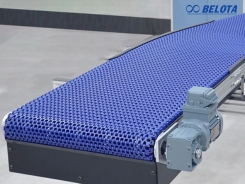
Xem chi tiếtPlastic conveyor belts are made from interconnected plastic modules or PVC/PU sheets, forming a continuous moving belt. Their lightweight, non-corrosive, water-resistant, and hygienic characteristics make them suitable for many advanced production systems.
Xem chi tiếtFelt conveyor belts are a specialized type of conveyor belt widely used in industries that require surface protection for products, such as textiles, printing, electronics, woodworking, and food processing.
Xem chi tiếtA chain conveyor is a conveyor system that uses interconnected chains to transport products and materials in industrial production lines. Depending on the application and load requirements, businesses can choose different types of chain conveyors for efficient material handling.
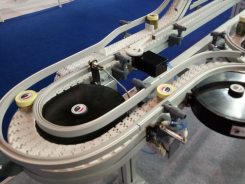
Xem chi tiếtA plastic chain conveyor is an industrial conveying system made from interlocking plastic modules using engineering materials such as POM, PP, or PE. These modules are securely connected to form a flexible, lightweight, and corrosion-resistant conveyor surface.
Xem chi tiếtA stainless steel conveyor chain is a type of industrial conveyor system that uses interlinked stainless steel chains to transport products. With excellent load-bearing capacity and superior corrosion resistance, it is suitable for demanding environments (heat, chemicals, moisture) as well as hygienic production lines such as food and pharmaceutical industries.
Xem chi tiếtA scraper chain conveyor is an efficient conveying solution for transporting bulk materials such as coal, sand, cement, grains, and other loose products. It operates through a chain-driven mechanism combined with scraper flights made of metal plates or cylindrical bars.
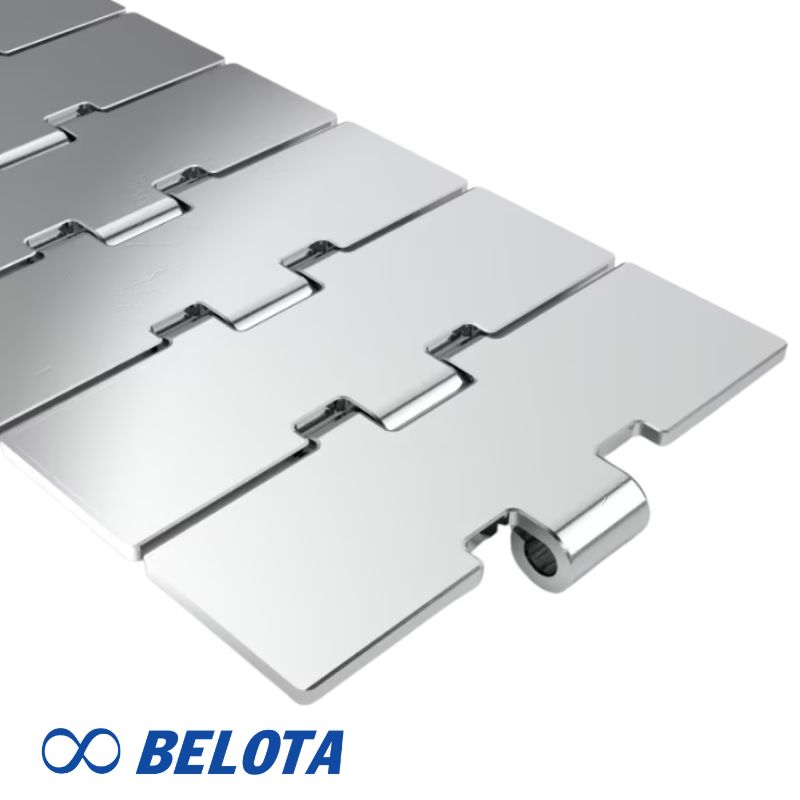
Xem chi tiếtA slat chain conveyor (also known as an Apron Conveyor) is a type of chain conveyor system that utilizes a series of slats connected by conveyor chains to form a continuous, flat, and highly rigid conveying surface.
Xem chi tiếtAn overhead chain conveyor is a specialized handling system that utilizes an elevated track and chain mechanism to move goods through three-dimensional space. This sky-high design maximizes facility square footage by keeping the floor clear for other operations.
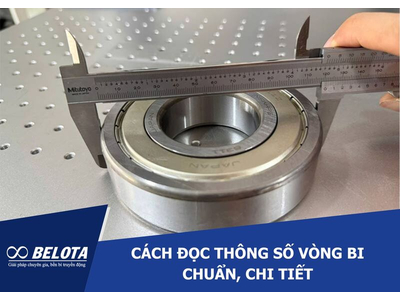
Xem chi tiếtA bearing, also known as a ball bearing or roller bearing, is a critical machine element that supports rotating shafts and reduces friction during motion. In modern factories and industrial systems, bearings are indispensable because most machinery operates through rotating shaft movements.
Xem chi tiếtA ball bearing is a type of rolling-element bearing that uses spherical balls to maintain the separation between the inner and outer raceways.
Xem chi tiếtHigh-quality cylindrical roller bearings with high load capacity, stable operation, and low friction for heavy-duty industrial and mechanical systems.
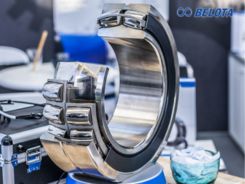
Xem chi tiếtSpherical roller bearings (also known as barrel roller bearings) are designed with two rows of barrel-shaped rollers positioned between the inner and outer raceways. The outer ring features a spherical raceway that allows self-alignment during operation.
Xem chi tiếtIn conveyor systems and industrial production lines, bearings play a critical role in ensuring stable and efficient machine operation. Choosing the wrong bearing brand or using low-quality products can lead to unexpected downtime, reduced motor and shaft lifespan, and decreased overall production efficiency.
Xem chi tiếtV-belts are one of the most widely used power transmission belts today, commonly applied in air compressors, industrial fans, pumps, processing machines, and manufacturing equipment
Xem chi tiếtRibbed belts (Poly-V belts or ribbed belts) are one of the most advanced power transmission technologies, widely used thanks to their high efficiency and outstanding reliability
Xem chi tiếtChoosing a reliable brand is crucial to ensure durability, load capacity, and optimal performance. Below is a list of top-rated belt manufacturers, compiled by Belota, known for their quality and long service life.
Xem chi tiếtA plastic conveyor sprocket is a mechanical drive component manufactured from high-performance engineering plastics such as POM, PP, PA, or PE.
Xem chi tiếtISO DIN standard chains are power transmission chains manufactured according to international ISO standards and German DIN standards, ensuring high precision, excellent load capacity, and superior durability.
Xem chi tiếtANSI standard chains are roller chains widely used in industrial power transmission systems thanks to their standardized dimensions, high load capacity, and easy interchangeability.
Xem chi tiếtAn attachment chain is a modified version of a standard roller chain integrated with special attachments such as A1, K1, SA1, SK1, and other custom fixtures
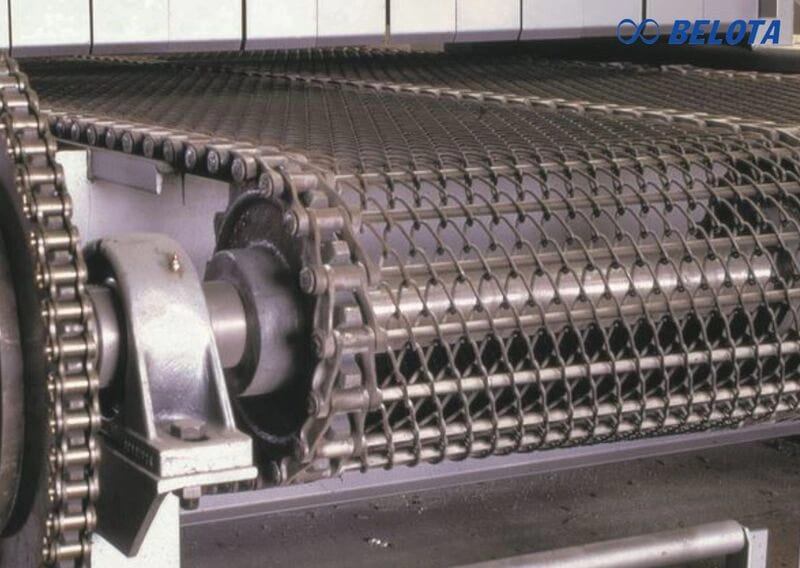
Xem chi tiếtA stainless steel mesh conveyor belt is an industrial conveyor system that uses a mesh-style belt made from stainless steel, most commonly Stainless Steel 304 and 316
Xem chi tiếtA Teflon conveyor belt (PTFE) is a specialized heat-resistant and non-stick mesh conveyor belt made from fiberglass fabric coated with polytetrafluoroethylene (PTFE).
Xem chi tiếtA power transmission belt is a closed-loop belt, typically made from synthetic rubber combined with reinforced fibers. Its main function is to transfer motion and mechanical energy between two or more rotating shafts through friction or meshing mechanisms.
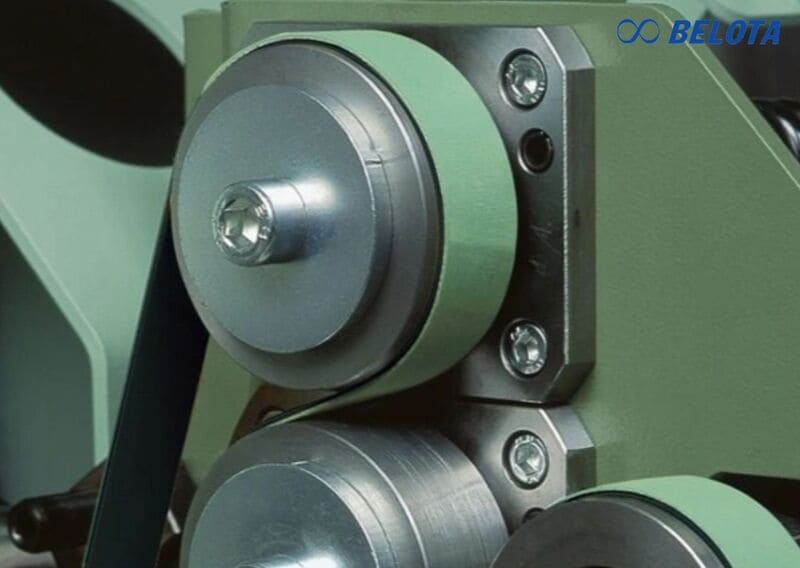
Xem chi tiếtNitta Flat Belts are premium transmission flat belts manufactured by Nitta Corporation. Unlike V-belts or timing belts, these flat belts operate based on surface friction, enabling extremely high transmission efficiency - up to 98%.
Xem chi tiếtHabasit flat belts are trusted by many industries thanks to their stable operation, high durability, and excellent power transmission efficiency.
Xem chi tiếtRapplon belts are specifically designed for applications requiring high precision, stable continuous operation, and compliance with strict hygiene and safety standards in industrial production.
Xem chi tiếtA PU timing belt is a synchronous transmission belt designed with precision teeth on its inner surface. These teeth mesh directly with pulleys, enabling accurate power transmission, minimizing slippage, and maintaining stable operating speed.
Xem chi tiếtA double-sided PU timing belt is a specialized industrial power transmission belt made from high-durability Polyurethane (PU). Its key feature is the toothed profile on both sides of the belt, allowing synchronized transmission in multiple directions while improving grip, flexibility, and power transfer efficiency.
Xem chi tiếtConveyor systems are essential equipment in manufacturing, warehousing, logistics, food processing, and many other industries. To operate efficiently, a conveyor system requires various supporting components, including conveyor frames, rollers, conveyor belts, belt fasteners, sprockets, pulleys, and drive units.
Xem chi tiếtRoller wrapping friction tape (also known as roller covering rubber or roller wrapping felt tape) is a type of technical material supplied in sheet or roll form, mainly manufactured from synthetic rubber, industrial felt, or silicone.
Xem chi tiếtAs industrial automation continues to advance across various manufacturing sectors, optimizing material handling and production processes has become a key factor in improving operational efficiency.
Xem chi tiếtPRESTIGE - QUALITY - BRAND AFFIRMATION
Copyright © 2017 - 2026 Belota Co., Ltd