As manufacturing automation continues to advance, industrial conveyor systems play a critical role in optimizing productivity, reducing labor costs, and improving the synchronization of production lines. Conveyor systems not only move goods quickly but also ensure stability and safety throughout the entire production process.
What Is a Conveyor System?
A conveyor system is an automated mechanical system used to move materials, products, or goods from one position to another in a defined direction. It operates continuously through a drive motor combined with belts, rollers, or chain drives, reducing manual labor and maximizing working efficiency.
In practice, conveyors are widely used across garment manufacturing, food processing, electronics, logistics, warehousing, woodworking, and general industrial production. Depending on the application, conveyors can be designed in various forms — PVC belt conveyors, roller conveyors, chain conveyors, mesh conveyors, or inclined conveyors.
Basic Components of a Conveyor System
A complete conveyor system typically consists of several key components:
- Frame: Fabricated from powder-coated steel, stainless steel, or aluminum profiles, ensuring rigidity and long service life.
- Conveyor belt: Can be made from rubber, PVC, PU, plastic chain, or rollers, depending on the environment and the nature of the goods.
- Rollers and pulleys: Support and guide the belt for stable operation.
- Motor and gearbox: Provide driving force, allowing the conveyor to run continuously at an appropriate speed.
- Control system: Includes inverters, switches, sensors, etc., to control speed and direction of movement.
How a Conveyor System Works
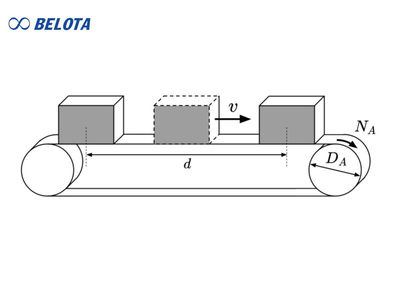
A conveyor operates on the principle of power transmission from the motor to a system of pulleys, rollers, or chain drives, creating continuous movement for the belt. When the motor runs, its rotational force pulls the belt or transport system along a fixed path, moving goods from one point to another.
During operation, products are placed directly on the belt surface and travel at a preset speed. Depending on the application, the system can adjust speed, direction, or integrate sensors to synchronize with automated production lines.
Conveyor vs. Belt Conveyor: What's the Difference?
In practice, the terms "conveyor system" and "belt conveyor" are often used interchangeably since both refer to systems that transport goods or materials in production. However, there are some distinctions in meaning and scope.
- Belt Conveyor refers to the specific piece of equipment that directly carries and moves products — the PVC belt, PU belt, rubber belt, stainless steel mesh, chain, or rollers driven by a motor. Examples include PVC belt conveyors, roller conveyors, chain conveyors, and stainless mesh conveyors. The term typically refers to a specific device based on its material or structure.
- Conveyor System is a broader concept referring to an entire, complete transport setup, including the belt conveyor, drive motor, frame, electrical control panel, support legs, workbenches, and accessories. In other words, a conveyor system is a fully operational setup that may integrate multiple types of belt conveyors within one production line.
| Tiêu chí | Belt Conveyor | Conveyor System |
|---|---|---|
| Meaning | Equipment for carrying and transporting | A complete transport system |
| Scope | A single component or conveyor type | The entire production line |
| Components | Belt, rollers, chain… | Belt conveyor + motor + frame + controls |
| Usage | Referred to by material or structure | Used for overall production context |
| Example | PVC belt conveyor, mesh conveyor | Packaging line, assembly line |
Key Benefits of Using Conveyor Systems in Production
Using conveyor systems delivers significant advantages for businesses:
- Increased production efficiency and reduced manual transport time
- Lower labor costs and reduced risk of workplace accidents
- Stable, continuous operation suited for large-scale production lines
- Easy customization of design according to floor layout and actual requirements
- Enhanced professionalism and standardization of factory operations
Common Types of Conveyor Systems
Depending on structure and intended use, conveyor systems are divided into several types:
- PVC/PU Belt Conveyor: The most common type, used to transport cartons, bags, and packaged products. Features good surface grip, smooth operation, and easy installation and maintenance. Suitable for warehouses, logistics, food, and electronics.
- Roller Conveyor: Uses steel or stainless steel rollers to move goods, particularly effective for heavy boxes and pallets. Robust construction with high load capacity; available in free-spinning or driven roller configurations.
- Modular Plastic Belt Conveyor: Uses interlocking plastic modular links that are easy to disassemble and replace section by section. Runs smoothly, resists moisture well, and is ideal for food, beverages, seafood, and production lines requiring frequent cleaning.
- Chain Conveyor: Operates using steel or plastic chains, suitable for heavy loads and demanding working conditions. Widely used in the mechanical engineering, automotive, beverage, and bottling industries.
- Inclined / Vertical Conveyor: Used to transport goods upward or downward, helping to optimize warehouse and workshop floor space. Typically designed with appropriate height and incline angle for each production line.
- Mesh Belt Conveyor: Features a metallic or plastic mesh surface that allows drainage and good airflow. Suitable for drying, cooling, washing, or heating processes.
- Curved / Spiral Conveyor: Designed with bends or spirals to redirect the flow of goods, making efficient use of available space. Widely used in logistics systems and modern automated production lines.
Real-World Applications of Industrial Conveyors
Industrial conveyor systems are present in nearly every sector of production and services:
- Food & Beverage: Core systems in production lines for bread, buns, and other food products. Also used to transport raw materials, bottles, or finished goods through washing, processing, packaging, and labeling stages. PVC, PU, or stainless mesh belts are commonly used to maintain hygiene.
- Aviation: Used in airport baggage handling systems for automated sorting and continuous transport of luggage at high load capacities.
- Garment & Footwear: Applied in cutting, sewing, gluing, drying, and packaging operations. PVC belts, felt belts, and overhead chain conveyors help optimize production flow and reduce manual handling.
- Warehousing & Logistics: Supports sorting, transferring, and transporting goods in warehouses, distribution centers, and e-commerce fulfillment centers. Roller and chain conveyors are popular for their fast and stable handling capabilities.
- Industrial Manufacturing: Used to transport components, semi-finished goods, and finished products between assembly, inspection, and packaging stages, keeping production lines running continuously and boosting output.
How to Choose the Right Conveyor System
- Material selection: Depending on the industry, conveyor belts can be made from rubber, PVC, PU, plastic chain, rollers, or stainless steel. Food industries require safe, easy-to-clean materials; heavy industrial environments should prioritize wear-resistant and highly durable options.
- Size and system design: The length, width, incline angle, and speed of the conveyor must match the factory floor layout and production process. A well-designed system ensures smooth operation and easy future expansion.
- Quality and durability: Inspect the frame structure, belt, rollers, motor, and drive system. A high-quality conveyor will operate reliably, reduce breakdowns, and lower long-term maintenance costs.
- Reputable supplier: An experienced supplier will recommend the right solution, provide professional installation, offer clear warranty terms, and deliver timely technical support when issues arise.
- Total cost of ownership: Beyond the initial purchase price, factor in operating costs, maintenance, and spare parts replacement. The right conveyor system not only saves on upfront investment but also delivers long-term operational value.
How to Choose a Professional Conveyor Supplier
When selecting a conveyor supplier, businesses should prioritize those with practical experience and the ability to deliver end-to-end implementation — from consultation to installation. A professional supplier typically excels in:
- Technical survey and engineering consultation
- Optimized conveyor design based on actual workshop layout
- In-house fabrication and installation to proper technical standards
- Customization for specific load capacities and operating environments
- Fast maintenance, repair, and spare parts replacement
- Clear warranty policies and long-term technical support
Conclusion
Industrial conveyor systems are an indispensable solution for modern manufacturing operations. Choosing the right type of conveyor and working with a professional supplier will help businesses optimize costs, improve productivity, and ensure sustainable, long-term operations.